Api-gwint dodatkowo nacinać, 6 cykle gwintowania i podcinania – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 280
280
Teach-in-tryb
4.6 Cykle gwintowania i podcinania
API-gwint dodatkowo nacinać
Nacinanie gwintu wybrać
API-gwint wybrać
Softkey dodatkowe przejście włączyć
On: gwint wewnętrzny
Off: gwint zewnętrzny
Ten opcjonalny cykl nacina dodatkowo jednozwojowy lub
wielozwojowy gwint API zewnętrzny lub wewnętrzny. Ponieważ
przedmiot był już rozmocowany, to CNC PILOT musi znać dokładne
położenie gwintu. Proszę w tym celu ustawić wierzchołek ostrza
gwintownika po środku zwoju gwintu i przejąć to położenie do
parametrów zmierzony kąt i zmierzona pozycja (softkey przejęcie
pozycji). Cykl oblicza z tej wartości kąt wrzeciona na punkcie startu.
Ta funkcja znajduje się tylko w trybie manualnym do dyspozycji.
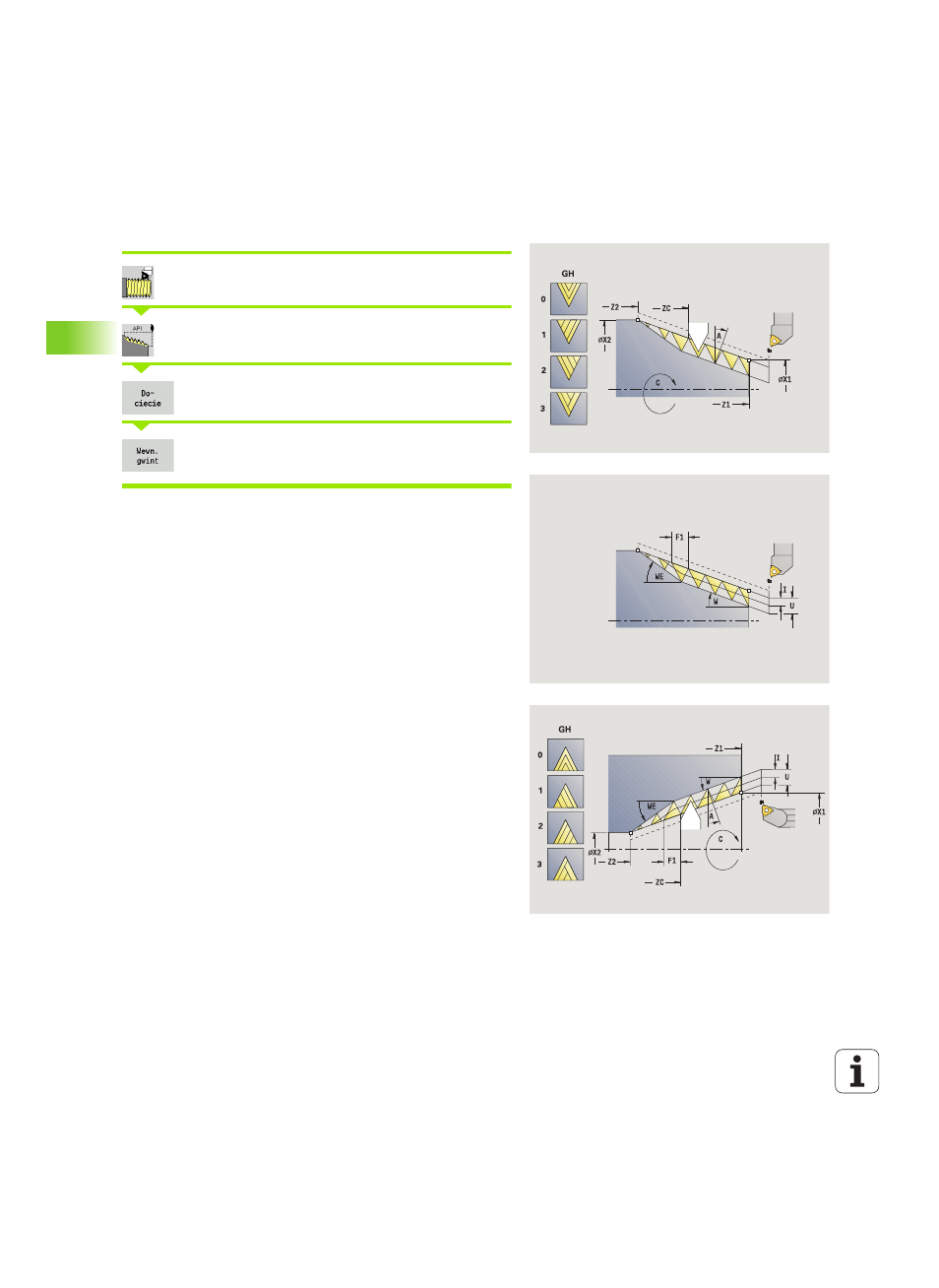
Parametry cyklu
X1, Z1
Punkt startu gwintu
X2, Z2
Punkt końcowy gwintu
F1
skok gwintu (= posuw)
D
Liczba zwojów
U
Głębokość gwintu – brak zapisu:
Gwint zewnętrzny: U=0.6134*F1
Gwint wewnętrzny: U=–0.5413*F1
I
Maksymalny dosuw
I<U: pierwsze przejście z „I“ – każde dalsze przejście:
zredukowana głębokość przejścia
I=U: jedno przejście
brak zapisua: zostaje obliczona z U i F1
WE
Kąt wybiegu (zakres: 0° < WE < 90°)
W
Kąt stożkowy (zakres: –60° < A < 60°)
C
Zmierzony kąt
ZC
Zmierzona pozycja
A
Kąt wcięcia (zakres: –60° < A < 60°; default: 30°)
A<0: dosuw od lewego boku zarysu gwintu
A>0: dosuw od prawego boku zarysu gwintu
R
Głębokość pozostałego przejścia - tylko dla GV=4 (default:
1/100 mm),