Toczenie poprzeczne osiowo, 5 cykle toczenia poprzecznego – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 231
HEIDENHAIN CNC PILOT 640
231
4.5 Cykle toczenia poprzecznego
Wykonanie cyklu
1 oblicza podział przejść
2 dosuwa od punktu startu dla pierwszego przejścia
3 podcina (obróbka toczeniem poprzecznym)
4 skrawa prostokątnie do kierunku podcinania (obróbka toczeniem)
5 powtarza 3...4, aż punkt końcowy konturu X2, Z2 zostanie
osiągnięty
6 powraca równolegle do osi do punktu startu
7 przejazd odpowiednio do nastawienia G14 na punkt zmiany
narzędzia
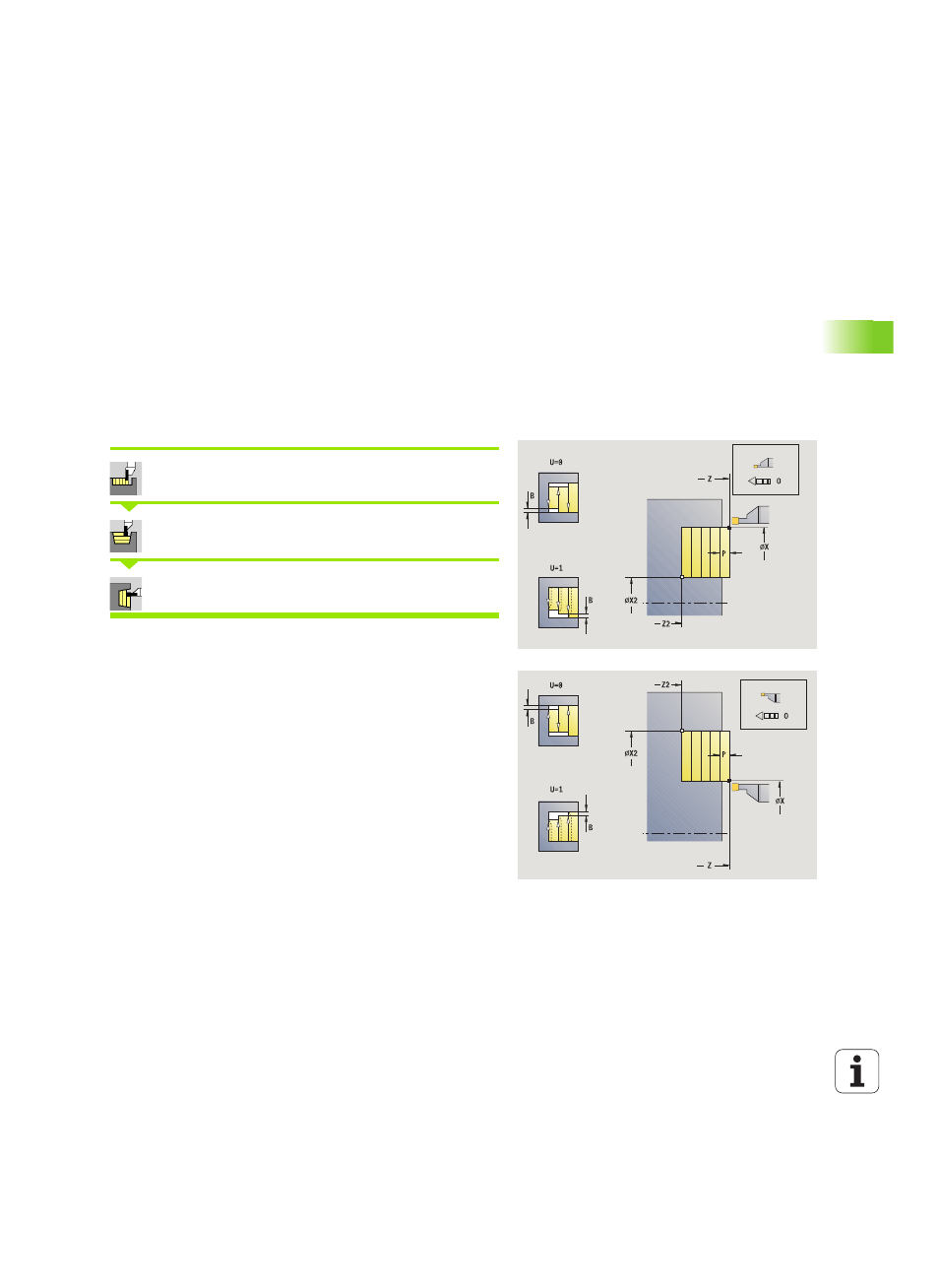
Toczenie poprzeczne osiowo
Cykle toczenia poprzecznego wybrać
Toczenie poprzeczne wybrać
Toczenie poprzeczne osiowo wybrać
Cykl skrawa opisany za pomocą punktu startu i punktu końcowego
konturu prostokąt.
Parametry cyklu
X, Z
Punkt startu
X2, Z2
Endpunkt Kontur
P
Głębokość wcięcia: maksymalna głębokość wcięcia
O
Posuw nacinania (default: aktywny posuw)
B
Szerokość przesunięcia (default: 0)
U
Obróbka toczeniem jednokierunkowa (standard: 0)
0: dwukierunkowo
1: jednokierunkowo
G47
Odstęp bezpieczeństwa (patrz strona 130)
G14
Punkt zmiany narzędzia (patrz strona 130)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
MT
M po T: M-funkcja, wykonywana po wywołaniu
narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.