7 podstawy, Przetworniki i znaczniki referencyjne, Oznaczenia osi – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 43: 7 podst awy 1.7 podstawy
HEIDENHAIN CNC PILOT 640
43
1.7 Podst
awy
1.7 Podstawy
Przetworniki i znaczniki referencyjne
Przy osiach maszyny znajdują się przetworniki położenia, które
rejestrują pozycje suportu a także narzędzia. Jeśli któraś z osi
maszyny się przesuwa, odpowiedni układ pomiarowy położenia
wydaje sygnał elektryczny, na podstawie którego sterowanie oblicza
dokładną pozycję rzeczywistą osi maszyny.
W wypadku przerwy w dopływie prądu rozpada się zaszeregowanie
między położeniem suportu i obliczoną pozycją rzeczywistą. Dla
odtworzenia tego przyporządkowania, przetworniki dysponują
znacznikami referencyjnymi. Przy przejechaniu znacznika
referencyjnego sterowanie otrzymuje sygnał, który odznacza stay
punkt odniesienia maszyny. Tym samym CNC PILOT może odtworzyć
zaszeregowanie pomiędzy położeniem rzeczywistym i aktualnym
położeniem suportu maszyny. W przypadku przetworników długości z
kodowanymi znacznikami muszą być przesunięte osie maszyny o
maksymalnie 20 mm, w przypadku układów pomiaru kątów o
maksymalnie 20°.
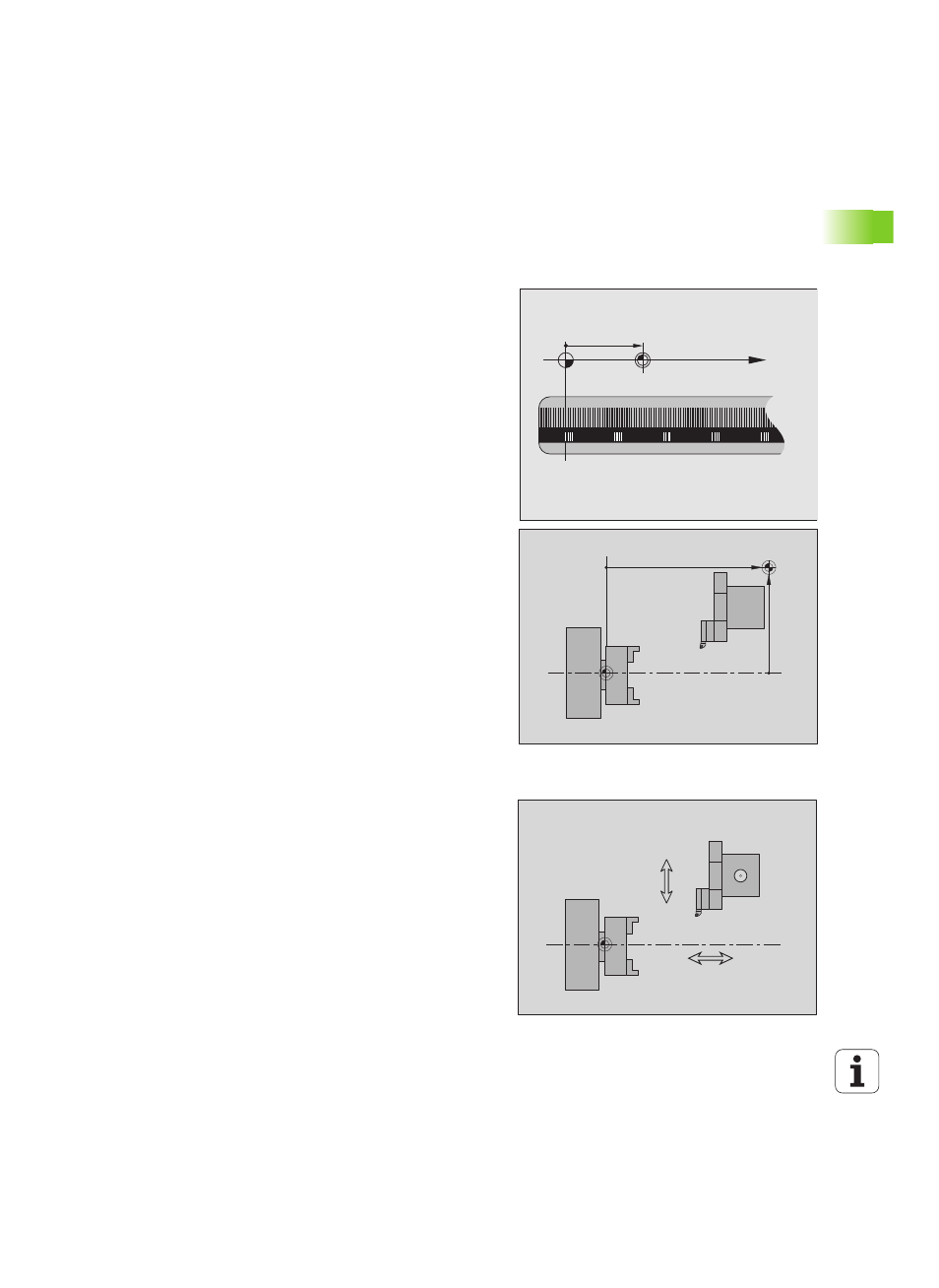
W przypadku enkoderów pomiaru drogi bez znaczników
referencyjnych należy najechać stałe punkty referencyjne po przerwie
w zasilaniu. System zna odległości punktów referencyjnych od punktu
zerowego maszyny (rysunek po prawej).
W przypadku absolutnych przyrządów pomiarowych po włączeniu
zostaje przesłana do sterowania absolutna wartość położenia. W ten
sposób, bez przemieszczenia osi maszyny, zostanie bezpośrednio po
włączeniu odtworzone przyporządkowanie pozycji rzeczywistej i
położenia sań maszyny.
Oznaczenia osi
Suport poprzeczny zostaje oznaczany jako oś X a suport łoża jako
oś Z.
Wszystkie wyświetlane i wprowadzane wartości X zostają rozumiane
jako średnica.
Tokarki z osią Y: oś Y leży prostopadle do osi X i osi Z (układ
prostokątny).
Dla przemieszczeń obowiązuje zasada:
Przemieszczenia w + kierunku prowadzą od obrabianego
przedmiotu
Przemieszczenia w – kierunku prowadzą w kierunku do
obrabianego przedmiotu
X (Z,Y)
X
MP
Zref
Xref
M
M
Z
Z+
Y+
X
X+