Api-gwint, 6 cykle gwintowania i podcinania – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 272
272
Teach-in-tryb
4.6 Cykle gwintowania i podcinania
API-gwint
Nacinanie gwintu wybrać
API-gwint wybrać
On: gwint wewnętrzny
Off: gwint zewnętrzny
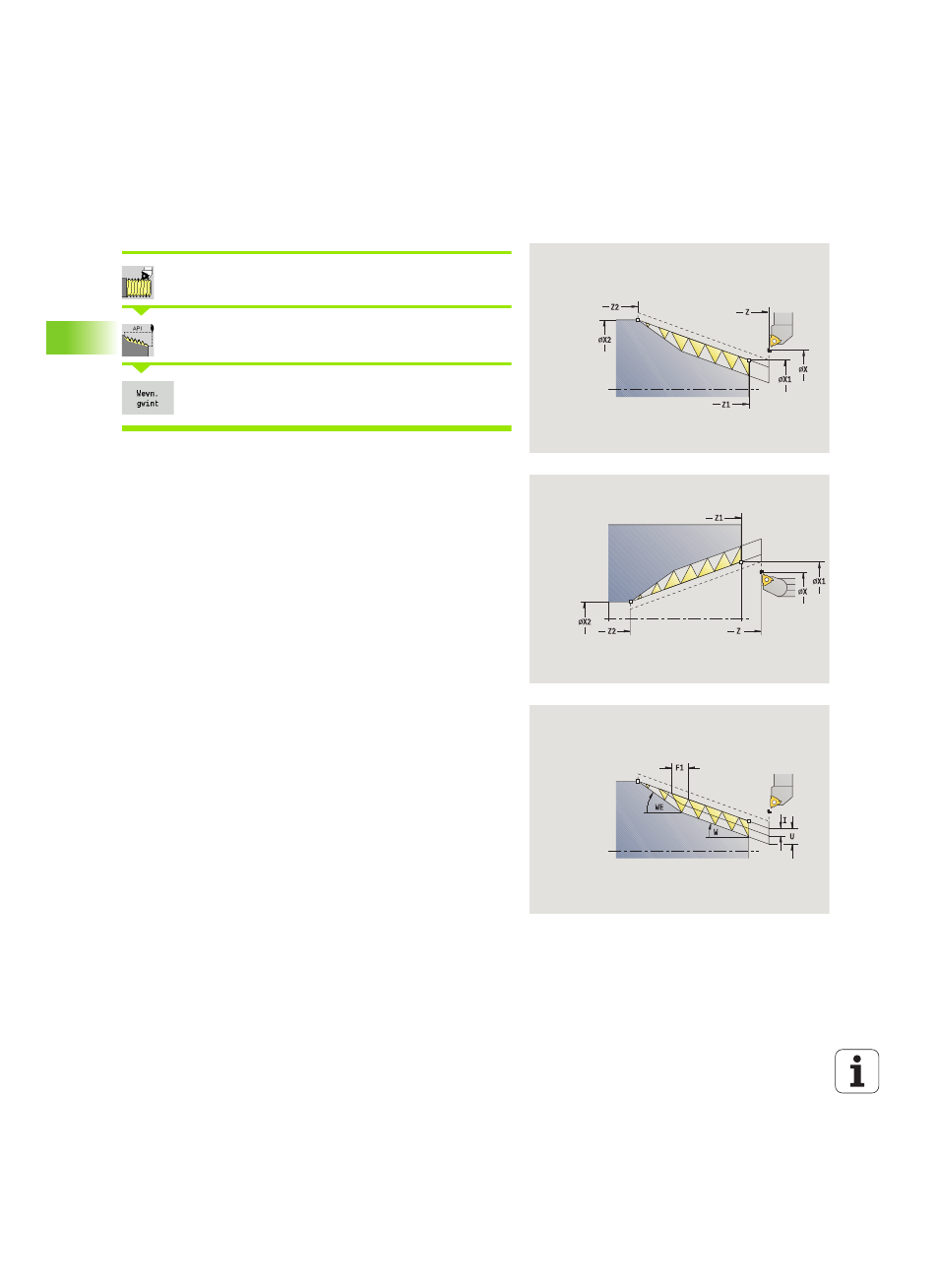
Cykl wytwarza jednozwojowy lub wielozwojowy gwint API zewnętrzny
albo wewnętrzny. Głębokość gwintu zmniejsza się przy wybiegu
gwintu.
Parametry cyklu
X, Z
Punkt startu
X1, Z1
Punkt startu gwintu
X2, Z2
Punkt końcowy gwintu
F1
skok gwintu (= posuw)
D
Liczba zwojów (default: 1 zwój gwintu)
U
Głębokość gwintu – brak zapisu:
Gwint zewnętrzny: U=0.6134*F1
Gwint wewnętrzny: U=–0.5413*F1
I
1. Głębokość przejścia
I<U: pierwsze przejście z „I“ – każde dalsze przejście:
zredukowana głębokość przejścia do "J"
I=U: jedno przejście
brak zapisua: zostaje obliczona z U i F1
WE
Kąt wybiegu (zakres: 0° < WE < 90°)
W
Kąt stożkowy (zakres: –60° < A < 60°)
G47
Odstęp bezpieczeństwa (patrz strona 130)
G14
Punkt zmiany narzędzia (patrz strona 130)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
GV
Rodzaj posuwu wgłębnego
0: stałe przekrój wióra
1: stałe wcięcie
2: ze skrawaniem resztkowym
3: bez skrawania resztkowego
4: jak MANUALplus 4110
5: stałe wcięcie w materiał (jak w 4290)
6: stałe z resztą (jak w 4290)