Yx z – HEIDENHAIN PT 855 for Milling Instrukcja Obsługi
Strona 7
I
1
Podstawowe informacje dla danych dotychcz cych pozycji
8
Instrukcja obsługi dla użytkownika
POSITIP 855
Wyznaczanie punktu odniesienia (bazy)
Rysunek techniczny obrabianego przedmiotu wyznacza dla
obróbki określony element formy obrabianego przedmiotu
(przeważnie naroże obrabianego przedmiotu) jako ”bezwzgl dny
punkt odniesienia” i ewentualnie jeden lub kilka elementów formy
jako
wzgl dne punkty odniesienia (wzgl dne bazy).
Przy wyznaczaniu punktu odniesienia zostaje przyporz dkowany
tym punktom odniesienia pocz tek bezwzgl dnego lub
wzgl dnego układu współrz dnych: obrabiany przedmiot zostaje
– z ustawieniem do osi maszyny – umieszczony w określonej
pozycji wzgl dnej do narz dzia i czujniki osiowe zostaj albo
wyzerowane albo ustawione na odpowiedni wartość położenia
(np. aby uwzgl dnić promień narz dzia).
Przykład: Rysunek z kilkoma wzgl dnymi punktami odniesienia
(zgodnie z norm DIN 406, rozdział 11; rysunek 171)
Y
X
Z
0
325
450
700
900
950
0
320
750
1225
300±0,1
0
150
-150
0
0
216,5
250
-250
-125
-216,5
0
-125
-216,5
-250
250
125
216,5
125
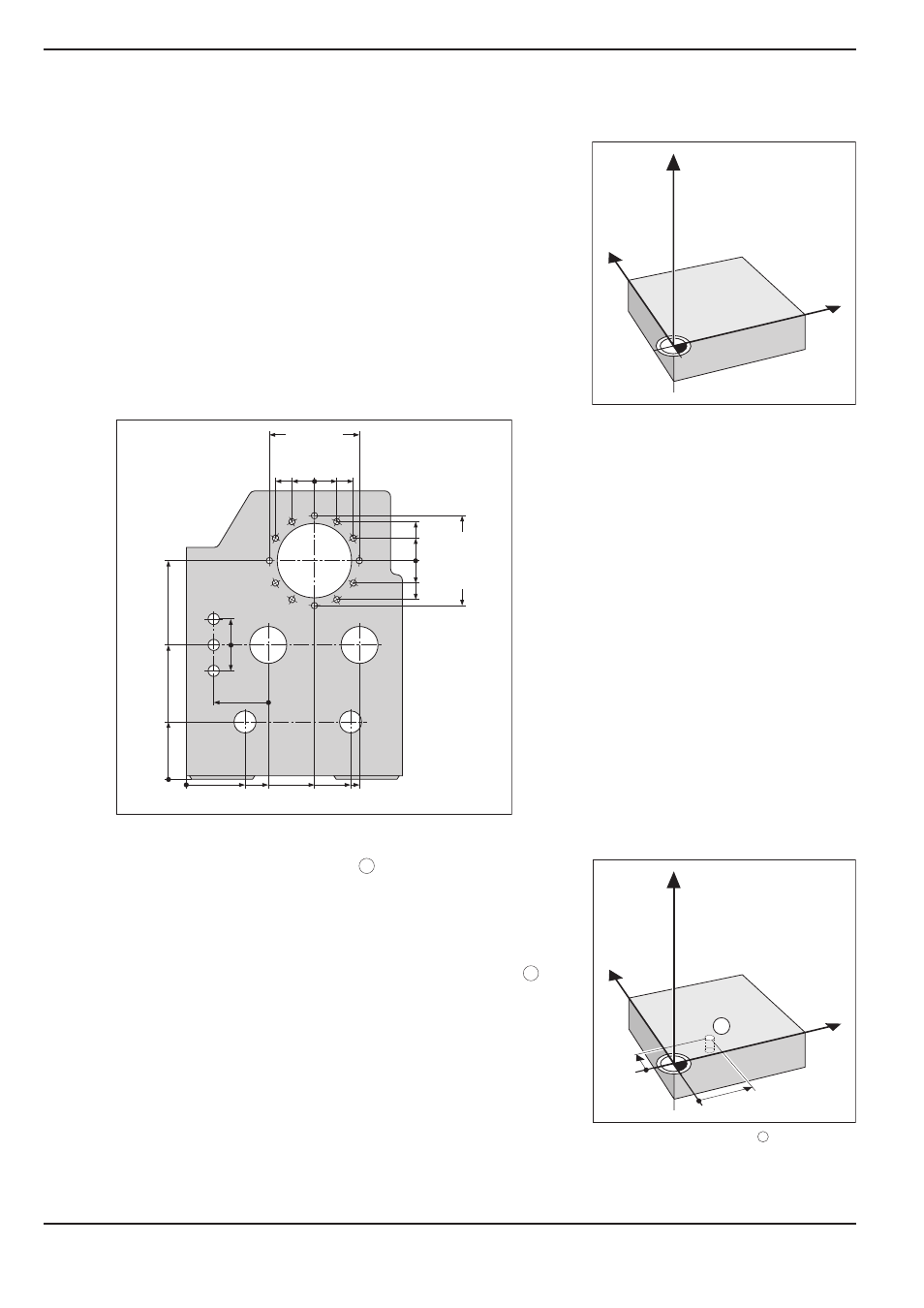
Przykład: współrz dne odwiertu
1
:
X =
10 mm
Y =
5 mm
Z =
0 mm (gł bokość wiercenia: Z = – 5 mm)
Punkt zerowy prostok tnego układu współrz dnych
znajduje si w odległości na X osi 10 mm i na
Y osi 5 mm w ujemnym kierunku od odwiertu
1 .
Szczególnie komfortowo wyznacza si punkty odniesienia przy
pomocy czujnika impulsowego kraw dziowego KT firmy
HEIDENHAIN w poł czeniu z funkcjami próbkowania POSITIP a.
Y
X
Z
1
10
5
Rysunek 3: Pocz tek prostok tnego układu
współrz dnych i punkt zerowy
obrabianego przedmiotu
nakładaj si na siebie.
Rysunek 4: Odwiert w pozycji
1
określa
układ współrz dnych