HEIDENHAIN PT 855 for Milling Instrukcja Obsługi
Strona 56
I 4
Programowanie urz dzenia POSITIP
POSITIP 855
Instrukcja obsługi dla użytkownika
57
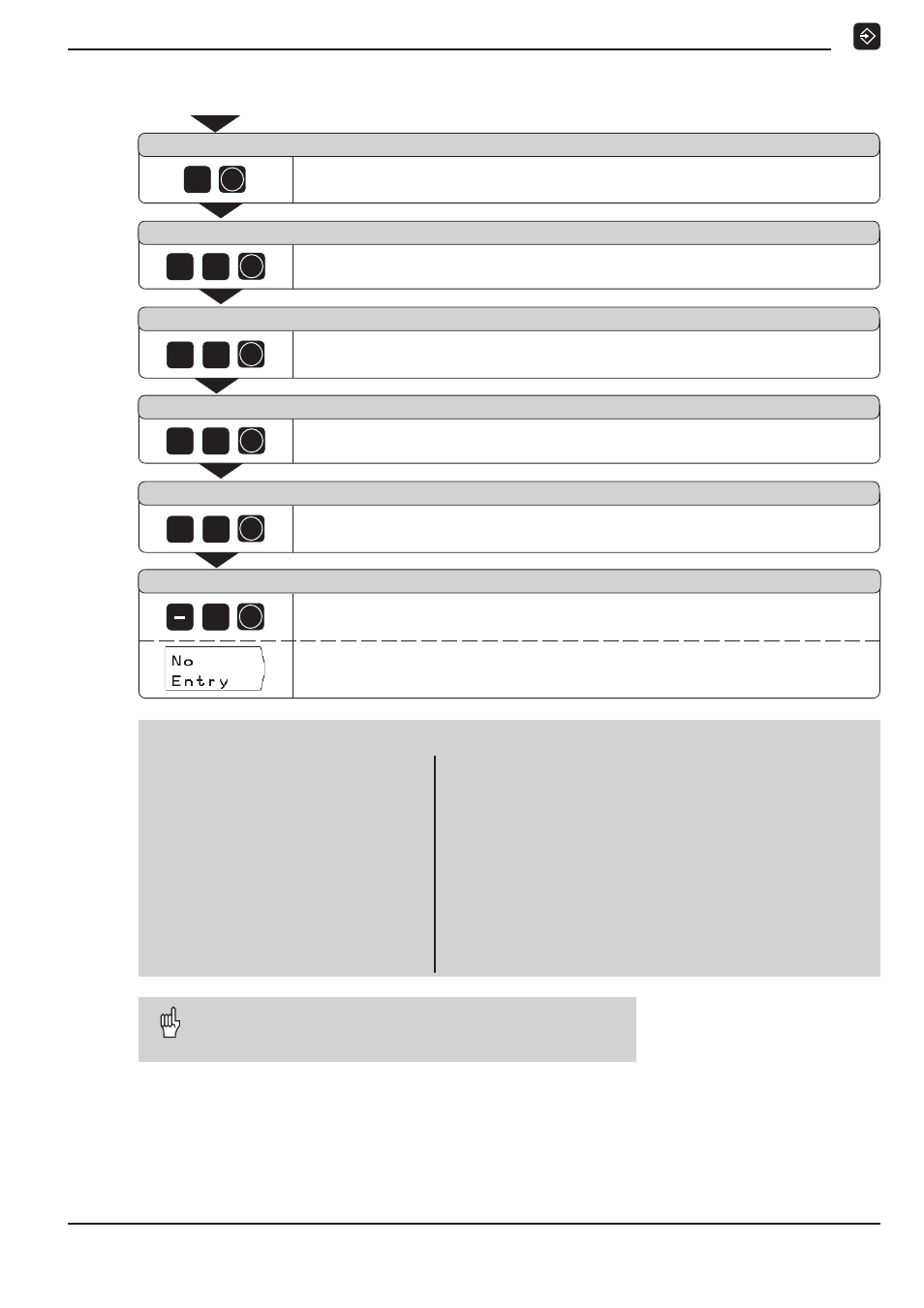
Rysunki odwiertów w programie
8
ENT
5
0
ENT
Punkt środkowy Y ?
5
0
ENT
2
0
ENT
K t startu ?
3
0
ENT
5
ENT
Bloki programu
0 BEGIN PGM 20 MM
Pocz tek programu, numer programu i system miar
1 Z+20.000
Bezpieczna wysokość
2 CYKL 1.0 KOŁO PEŁNE
Dane cyklu dla koła pełnego
3 CYKL 1.1 ANZ8
Liczba odwiertów
4 CYKL 1.2 CCX
+50.000
X współrz dna punktu środkowego odwiertu
5 CYKL 1.3 CCY
+50.000
Y współrz dna punktu środkowego odwiertu
6 CYKL 1.4 PROMIEŃ
20.000
Promień
7 CYKL 1.5 START
+30.000
K t startu pierwszego odwiertu
8 CYKL 1.6 GŁ BOKOŚĆ –5.000
Gł bokość wiercenia
9 Z+20.000
Bezpieczna wysokość
10 END PGM 20 MM
Koniec programu, numer programu i system miar
Dla wycinka koła (CYKL 2.0 WYCINEK KOŁA ) zostaje
wprowadzony po k cie startu dodatkowo krok k ta (KROK)
pomi dzy odwiertami.
Okr g odwiertów zostaje wykonany w rodzaju pracy
ODPRACOWAĆ PROGRAM.
Bez wprowadzania danych dla gł bokości wiercenia, np. jeśli odwierty
maj zostać wywiercone z różn gł bokości .
Liczba odwiertów ?
Punkt środkowy X ?
Promień ?
Gł bokość wiercenia ?
Wprowadzić Y współrz dn punktu środkowego okr gu otworów (CCY = 50 mm).
Wprowadzenie potwierdzić.
Wprowadzić liczb odwiertów (ANZ = 8).
Wprowadzenie potwierdzić.
Wprowadzić X współrz dn punktu środkowego okr gu otworów (CCX = 50 mm).
Wprowadzenie potwierdzić.
Wprowadzić promień okr gu odwiertów (PROM = 20 mm).
Wprowadzenie potwierdzić.
K t startu od osi X do pierwszego odwiertu wprowadzić
( START = 30° ). Wprowadzenie potwierdzić.
Wprowadzić gł bokość wiercenia (GŁ BOKOŚĆ = – 5 mm).
Wprowadzenie potwierdzić.