Podprogram – HEIDENHAIN PT 855 for Milling Instrukcja Obsługi
Strona 64
I 4
Programowanie urz dzenia POSITIP
POSITIP 855
Instrukcja obsługi dla użytkownika
65
Podprogramy i powtórzenia cz ści programu
Y
X
60
50
0
0
40
20
40
10
20
8
3
2
1
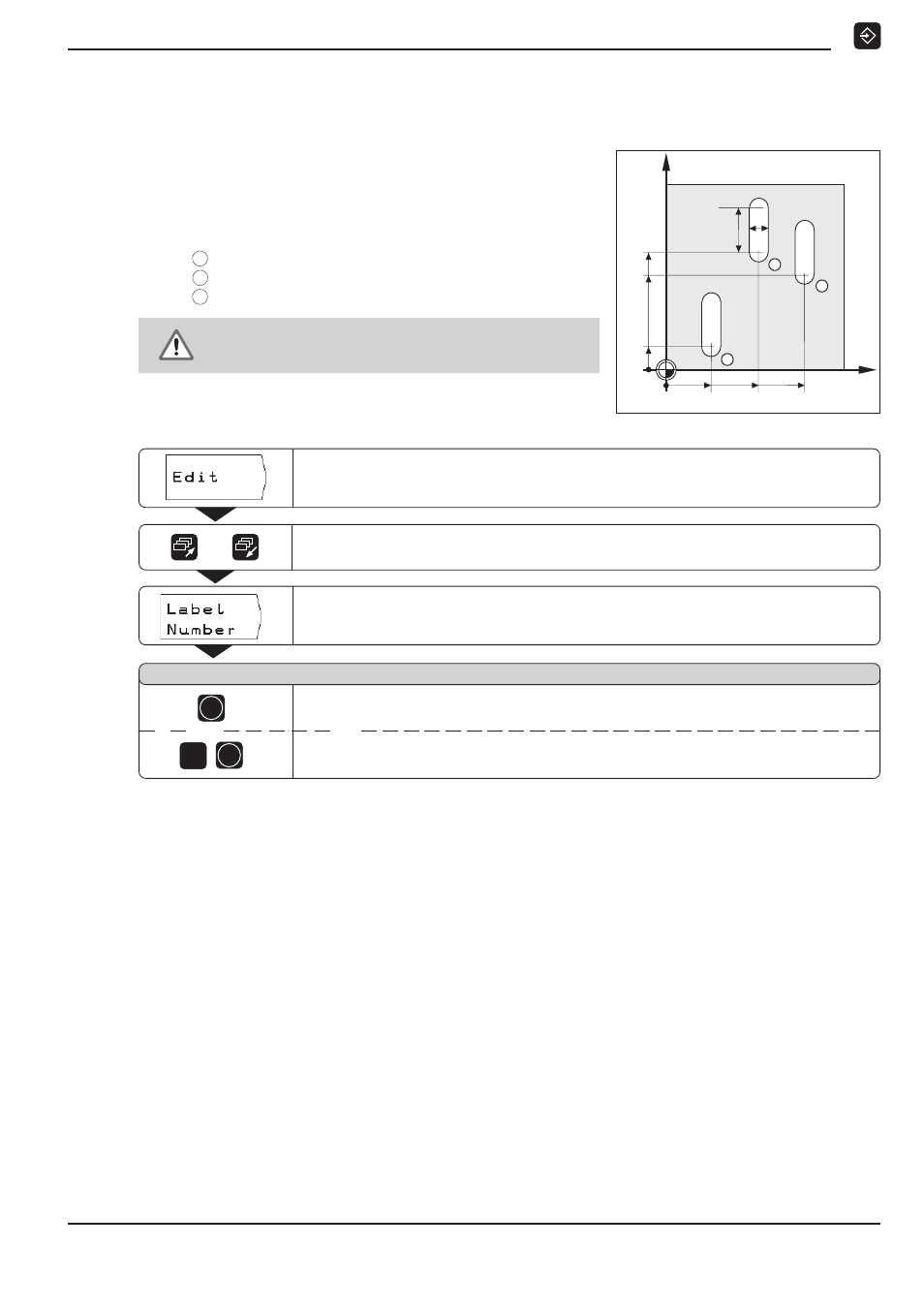
Dla tego przykładu konieczny jest frez z z bem
czołowym, tn cym przez środek (DIN 844)!
Przykład: wyznaczyć Label dla podprogramu
Rodzaj pracy: PROGRAM WPROWADZIĆ DO PAMI CI
Wybór wprowadzenia programu.
Przejście do drugiego Softkey paska.
Wyznaczyć znacznik programu ( LBL ) dla podprogramu.
POSITIP proponuje najniższy wolny numer Label.
N u m e r L a b e l ?
/
ENT
1
ENT
Wprowadzić numer Label ( 1 ). Wprowadzenie potwierdzić.
W aktualnym wierszu znajduje si wyznaczony Label: LBL 1.
Przej ć zaproponowany numer Label.
lub
Przy pomocy tego Label oznaczony jest teraz pocz tek
podprogramu (lub powtórzenia cz ści programu). Wiersze
programu dla podprogramu prosz wprowadzić za LBL
wierszem.
Label 0 ( LBL 0 ) oznacza zawsze koniec podprogramu!
Podprogram
Przykład programu: podprogram dla rowków wpustowych
Długość rowka wpustowego:
20 mm + średnica narz dzia
Gł bokość rowka:
– 10 mm
Średnica rowka:
8 mm (= średnica narz dzia)
Współrz dne punktu wci cia
Rowek
1
:
X = 20 mm Y = 10 mm
Rowek
2
:
X = 40 mm Y = 50 mm
Rowek
3
:
X = 60 mm Y = 40 mm
lub