HEIDENHAIN PT 855 for Milling Instrukcja Obsługi
Strona 58
I 4
Programowanie urz dzenia POSITIP
POSITIP 855
Instrukcja obsługi dla użytkownika
59
0
ENT
1
1
8
ENT
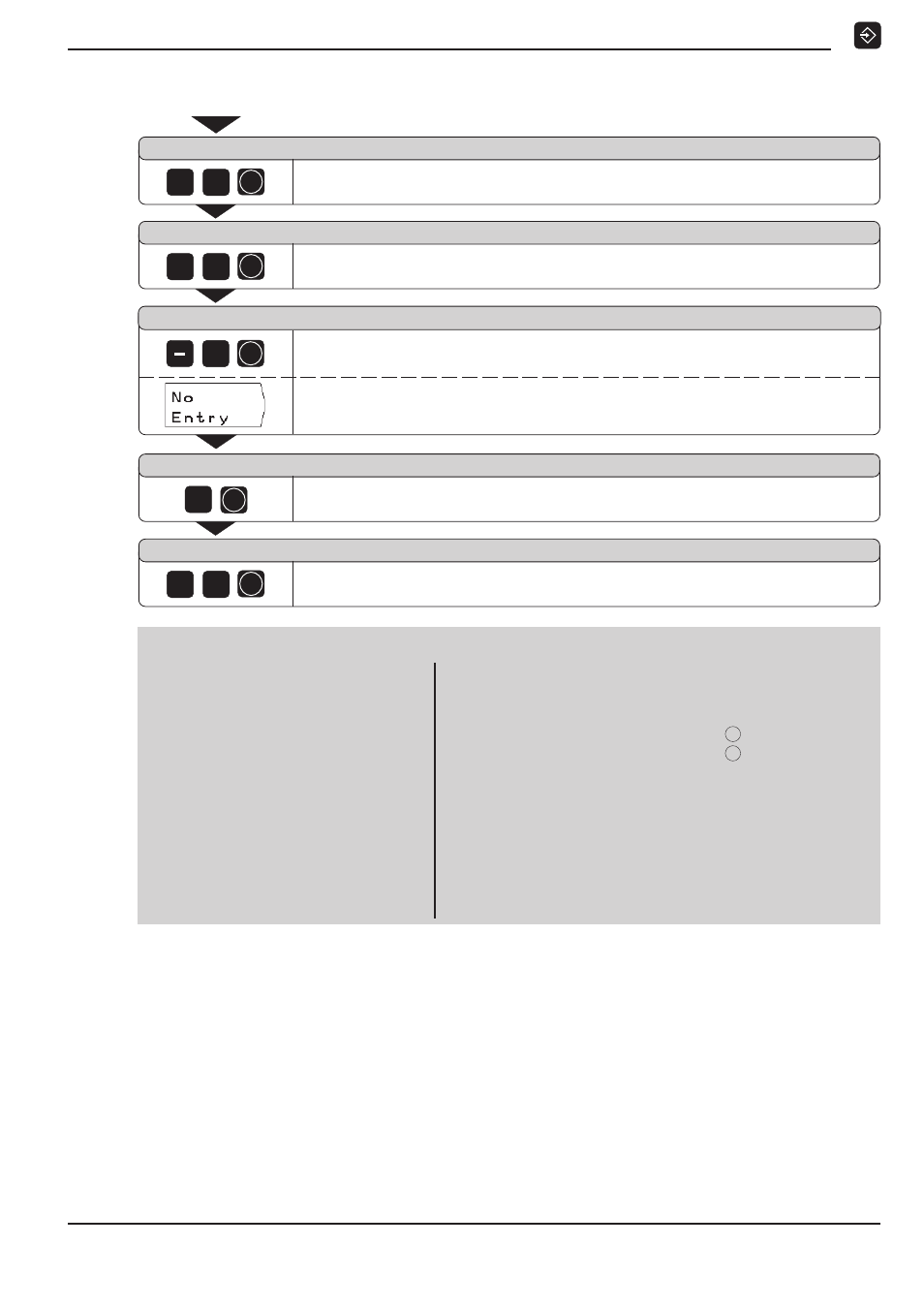
5
ENT
Bez wprowadzania danych dla gł bokości wiercenia, np. jeśli odwierty
maj zostać wywiercone z różn gł bokości .
1
2
ENT
3
ENT
Wiersze programu
0
BEGIN PGM 80 MM
Pocz tek programu, numer programu i system miar
1
Z+20.000
Bezpieczna wysokość
2
CYKL 4.0 RZ DY ODWIERTÓW
Dane cyklu dla rz dów odwiertów
3
CYKL 4.1 POSX
+20.000
X współrz dna pierwszego odwiertu
1
4
CYKL 4.2 POSY
+15.000
Y współrz dna pierwszego odwiertu
1
5
CYKL 4.3 B.LICZBA
4
Liczba odwiertów na rz d
6
CYKL 4.4 ODST P
+10.000
Odst p odwiertów w rz dzie
7
CYKL 4.5 K T
+18.000
K t pomi dzy rz dami odwiertów i osi X
8
CYKL 4.6 GŁ BOKOŚĆ –5.000
Gł bokość wiercenia
9
CYKL 4.7 R.LICZBA
3
Liczba rz dów odwiertów
10 CYKL 4.8 RZ.ODST.
+12.000
Odst p pomi dzy dwoma rz dami odwiertów
11 Z+20.000
Bezpieczna wysokość
12 END PGM 80 MM
Koniec programu, numer programu i system miar
Rz dy odwiertów zostaj wykonane w rodzaju
pracyODPRACOWANIE PROGRAMU.
Rysunki odwiertów w programie
Odst p rz dów ?
Liczba rz dów ?
Gł bokość wiercenia ?
Odst p odwiertów ?
K t ?
Wprowadzić liczb rz dów (R.LICZ = 3).
Wprowadzenie potwierdzić.
Wprowadzić odst p pomi dzy odwiertami w rz dzie odwiertów (ODST P = 10 mm).
Wprowadzenie potwierdzić.
Wprowadzić k t pomi dzy osi X i rz dami odwiertów (K T = 18°).
Wprowadzenie potwierdzić.
Wprowadzić gł bokość wiercenia (GŁ BOKOŚĆ = – 5 mm).
Wprowadzenie potwierdzić.
Wprowadzić odst p mi dzy rz dami (RZ.OD = 12 mm).
Wprowadzenie potwierdzić.