Wybór punktu odniesienia – HEIDENHAIN TNC 640 (34059x-05) ISO programming Instrukcja Obsługi
Strona 98
Programowanie: podstawy,menedżer plików
3.1
Podstawy
3
98
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
Wybór punktu odniesienia
Rysunek obrabianego przedmiotu zadaje określony element formy
obrabianego przedmiotu jako bezwzględny punkt odniesienia
(punkt zerowy), przeważnie jest to naroże przedmiotu. Przy
wyznaczaniu punktu odniesienia należy najpierw ustawić przedmiot
zgodnie z osiami maszyny i umieścić narzędzie dla każdej osi
w odpowiednie położenie w stosunku do przedmiotu. Przy tym
położeniu należy ustawić wyświetlacz TNC albo na zero albo na
zadaną wartość położenia. W ten sposób przyporządkowuje się
obrabiany przedmiot układowi odniesienia, który obowiązuje dla
wskazania TNC lub dla programu obróbki.
Jeśli rysunek obrabianego przedmiotu określa względne punkty
odniesienia, to proszę wykorzystać po prostu cykle dla przeliczania
współrzędnych (patrz instrukcja obsługi Cykle, Cykle dla
transformacji współrzędnych).
Jeżeli rysunek wykonawczy przedmiotu nie jest wymiarowany
odpowiednio dla NC, proszę wybrać jedną pozycję lub naroże
przedmiotu jako punkt odniesienia, z którego można łatwo ustalić
wymiary do pozostałych punktów przedmiotu.
Szczególnie wygodnie wyznacza się punkty odniesienia przy
pomocy trójwymiarowego układu impulsowego firmy HEIDENHAIN.
Patrz instrukcja obsługi Programowanie cykli „Wyznaczanie
punktów odniesienia przy pomocy 3D-sondy impulsowej“.
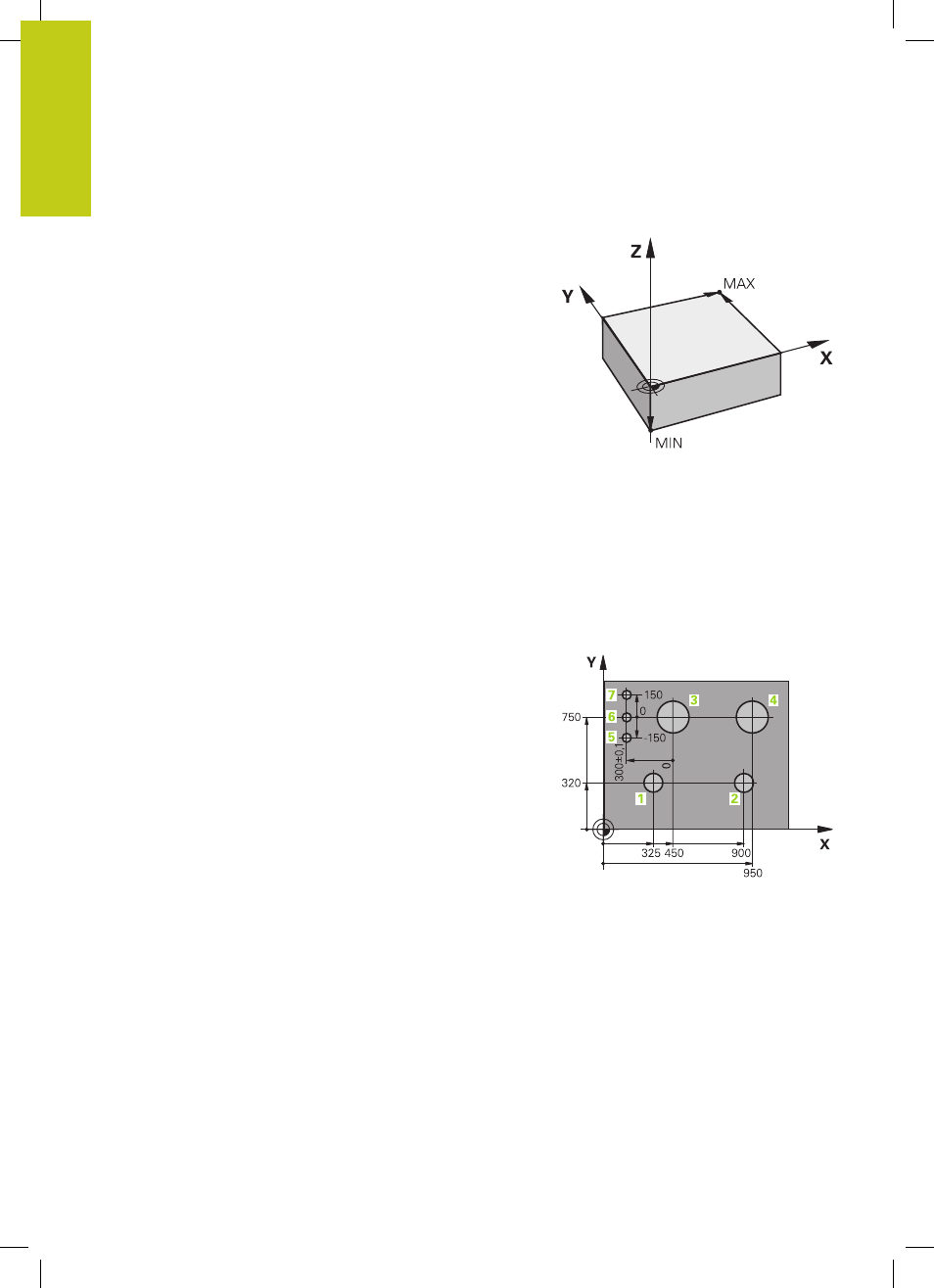
Przykład
Szkic obrabianego przedmiotu ukazuje odwierty (
1
do
4
), których
wymiary odnoszą się do bezwzględnego punktu odniesienia
o współrzędnych X=0 Y=0. Odwierty (
5
do
7
) odnoszą się do
względnego punktu odniesienia o współrzędnych bezwzględnych
X=450 Y=750. Przy pomocy cyklu PRZESUNIECIE PUNKTU
ZEROWEGO
można przejściowo przesunąć punkt zerowy na
pozycję X=450, Y=750, aby zaprogramować odwierty (
5
do
7
) bez
dalszych obliczeń.