Kontur najechać i opuścić 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Instrukcja Obsługi
Strona 213
Kontur najechać i opuścić
6.3
6
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
213
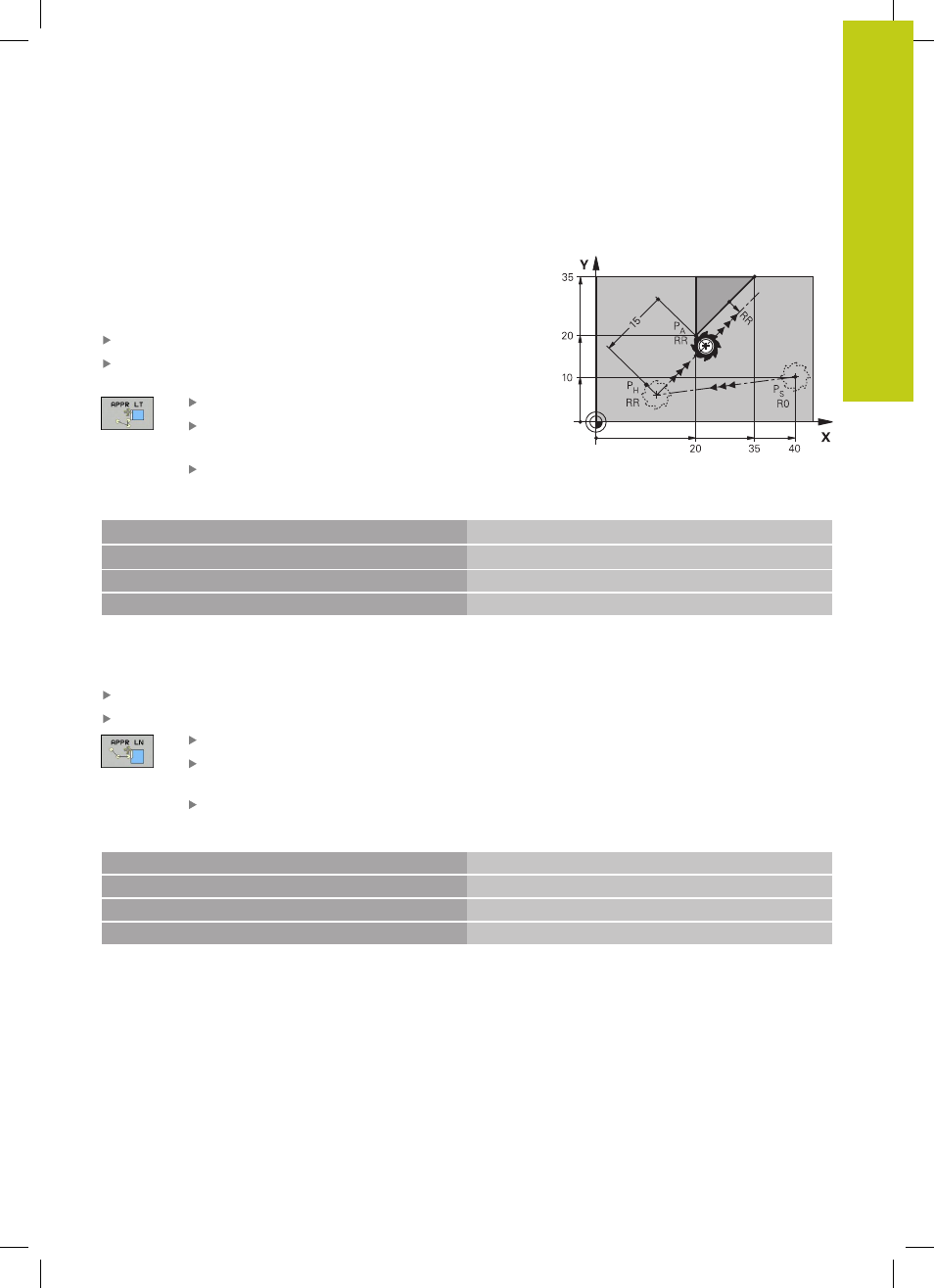
Dosunięcie narzędzia po prostej z tangencjalnym
przejściem: APPR LT
TNC przemieszcza narzędzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. Stamtąd najeżdża pierwszy punkt
konturu P
A
tangencjalnie po prostej. Punkt pomocniczy P
H
ma
odstęp LEN do pierwszego punktu konturu P
A
.
Dowolna funkcja toru kształtowego: Punkt startu P
S
najechać
Otworzyć dialog przy pomocy klawisza APPR/DEP i Softkey
APPR LT
:
Współrzędne pierwszego punktu konturu P
A
LEN
: odstęp punktu pomocniczego P
H
do
pierwszego punktu konturu P
A
Korekcja promienia G41/G42 dla obróbki
R0=G40; RL=G41; RR=G42
NC-wiersze przykładowe
N70 G00 X+40 Y+10 G40 M3
P
S
najechać bez korekcji promienia
N80 APPR LT X+20 Y+20 Z-10 LEN15 G42 F100
P
A
z korekcją promienia G42, odległość P
H
do P
A
: LEN=15
N90 G01 X+35 Y+35
Punkt końcowy pierwszego elementu konturu
N100 G01 ...
Następny element konturu
Dosunąć narzędzie po prostej prostopadle do
pierwszego punktu konturu: APPR LN
Dowolna funkcja toru kształtowego: Punkt startu P
S
najechać
Otworzyć dialog klawiszem APPR/DEP i Softkey APPR LN:
Współrzędne pierwszego punktu konturu P
A
długość: Długość: odstęp punktu pomocniczego
P
H
. LENz wartością dodatnią!
Korekcja promienia G41/G42 dla obróbki
NC-wiersze przykładowe
N70 G00 X+40 Y+10 G40 M3
PS najechać bez korekcji promienia
N80 APPR LN X+10 Y+20 Z-10 LEN15 G24 F100
PA z korekcją promienia G42
N90 G01 X+20 Y+35
Punkt końcowy pierwszego elementu konturu
N100 G01 ...
Następny element konturu