HEIDENHAIN TNC 640 (34059x-05) ISO programming Instrukcja Obsługi
Strona 432
Programowanie: obróbka wieloosiowa
12.2 Funkcja PLANE: nachylenie płaszczyzny obróbki (opcja #8)
12
432
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
Jeżeli wybrano opcję TURN (PLANE-funkcja powinna automatycznie
włączyć się bez ruchu wyrównawczego), to należy zdefiniować
poniżej objaśniony parametr posuw? F= do zdefiniowania.
Jeśli używana jest funkcja PLANEw połączeniu z
STAY
, to należy należy przemieścić osie obrotu
w oddzielnym wierszu pozycjonowania po funkcji
PLANE
.
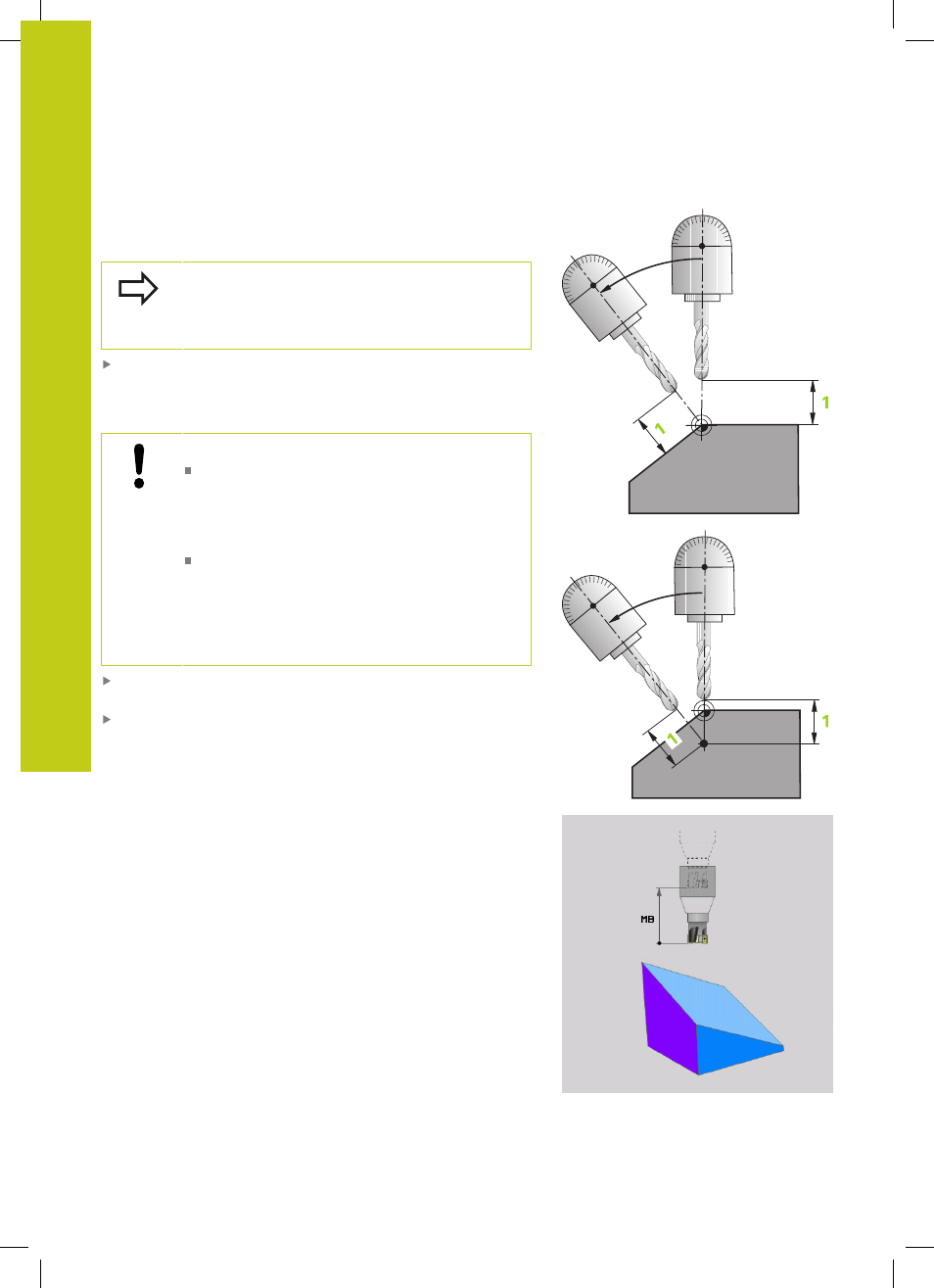
Odległość punktu obrotu od ostrza narz.
(inkrementalnie):
TNC przesuwa narzędzie (stół) wokół ostrza narzędzia. Poprzez
wprowadzony parametr ODST przesuwamy punkt obrotu ruchu
wysunięcia w odniesieniu do aktualnej pozycji ostrza narzędzia.
Proszę zwrócić uwagę!
Jeśli narzędzie przed wysunięciem znajduje się
na podanej odległości od przedmiotu, to narzędzie
znajduje się wówczas także po wysunięciu
względnie na tej samej pozycji (patrz ilustracja z
prawej po środku,
1
= ODST).
Jeśli narzędzie nie znajduje się przed
nachyleniem na podanej odległości od
przedmiotu, to narzędzie leży po wysunięciu
względnie z pewnym offsetem do pierwotnej
pozycji (patrz ilustracja po prawej u dołu,
1
=
ODST)
Posuw? F=
: prędkość po torze konturu, z którą narzędzie ma
zostać wysunięte
Długość powrotu na osi NARZ?
: droga powrotu MB, działa
inkrementalnie od aktualnej pozycji narzędzia w aktywnym
kierunku osi narzędzia), pokonywana przez TNC
przed zmianą
toru
. MB MAX przemieszcza narzędzie na krótko przed
wyłącznik końcowy oprogramowania