Kontur najechać i opuścić 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Instrukcja Obsługi
Strona 211
Kontur najechać i opuścić
6.3
6
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
211
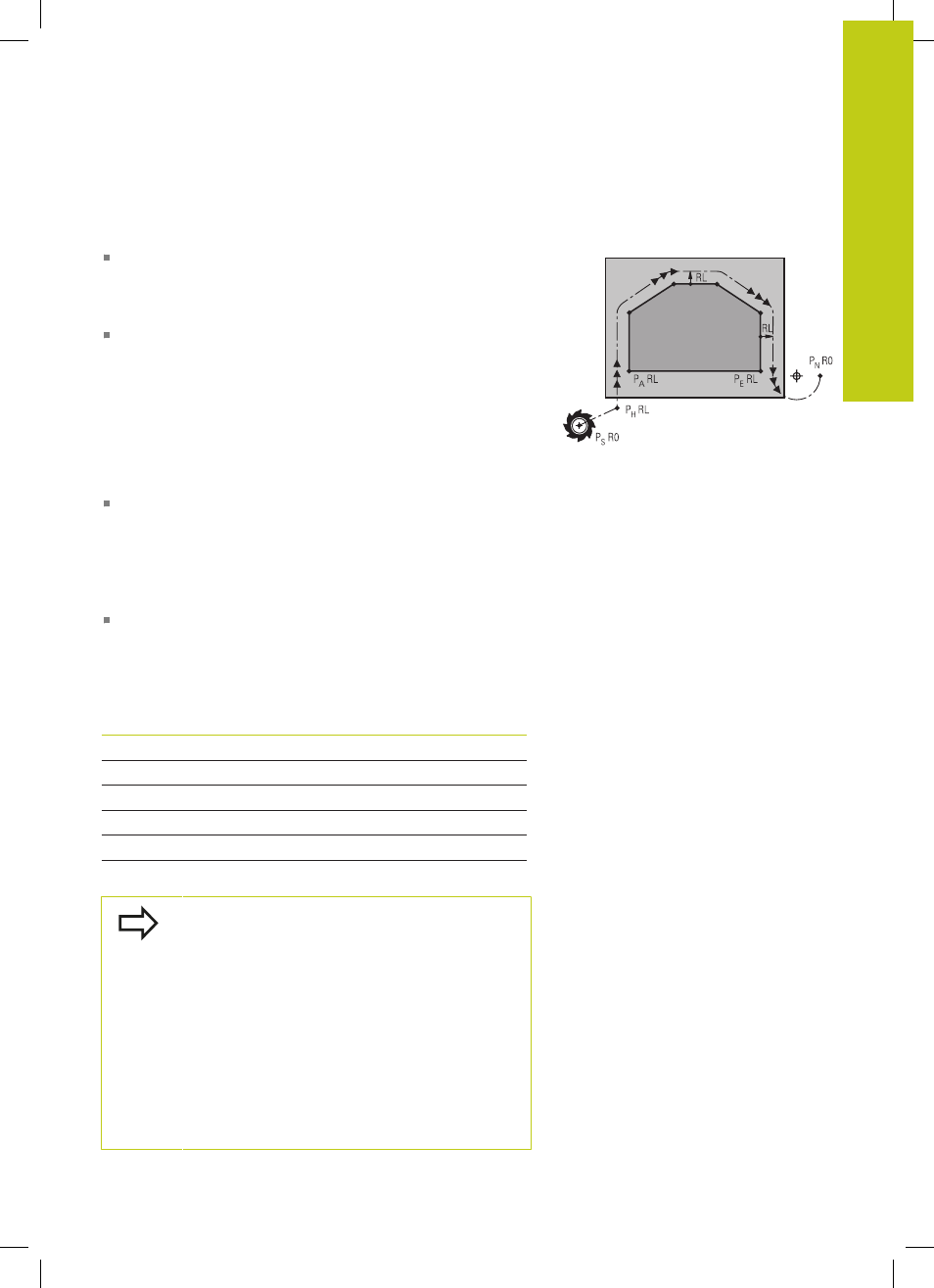
Ważne pozycje przy dosunięciu i odsunięciu
narzędzia
Punkt startu P
S
Tę pozycję programujemy bezpośrednio przed APPR-wierszem.
P
S
leży poza konturem i jest najeżdżany bez korekcji promienia
(G40) .
Punkt pomocniczy P
H
Dosunięcie i odsunięcie narzędzia prowadzi w przypadku
niektórych form toru kształtowego poprzez punkt pomocniczy
P
H
, obliczany przez TNC z danych w wierszu APPR oraz
DEP. TNC przejeżdża od aktualnej pozycji do punktu
pomocniczego P
H
z ostatnio zaprogramowanym posuwem.
Jeśli w ostatnim wierszu pozycjonowania przed funkcją najazdu
zaprogramowano G00 (pozycjonowanie na biegu szybkim), to
NC najeżdża także punkt pomocniczy P
H
na biegu szybkim
Pierwszy punkt konturu P
A
i ostatni punkt konturu P
E
Pierwszy punkt konturu P
A
programujemy w wierszu APPR,
ostatni punkt konturu P
E
z dowolną funkcją kształtową. Jeśli
APPR-blok zawiera także Z-współrzędną, to TNC przemieszcza
narzędzie najpierw na płaszczyźnie obróbki na P
H
i tam w osi
narzędzi na zadaną głębokość .
Punkt końcowy P
N
Pozycja P
N
leży poza konturem i wynika z danych w wierszu
DEP. Jeśli DEP-blok zawiera również Z-współrzędną, to TNC
przemieszcza narzędzie najpierw na płaszczyźnie obróbki na P
N
i tam w osi narzędzi na zadaną wysokość.
Skrót
Znaczenie
APPR
angl. APPRoach = podjazd
DEP
angl. DEParture = odjazd
L
angl. Line = prosta
C
angl. Circle = koło
T
tangencjalnie (stałe, płynne przejście
N
normalna (prostopadła)
Przy pozycjonowaniu z pozycji rzeczywistej do
punktu pomocniczego P
H
TNC nie sprawdza, czy
zaprogramowany kontur zostanie uszkodzony.
Proszę to sprawdzić przy pomocy grafiki testowej!
W przypadku funkcji APPR LT, APPR LN i
APPR CT TNC przemieszcza się od pozycji
rzeczywistej do punktu pomocniczego P
H
z
ostatnio zaprogramowanym posuwem/biegiem
szybkim. W przypadku funkcji APPR LCT TNC
przemieszcza się TNC do punktu pomocniczego P
H
z zaprogramowanym w APPR-wierszu posuwem.
Jeśli przed wierszem najazdu nie zaprogramowano
posuwu, to TNC wydaje komunikat o błędach.
R0=G40; RL=G41; RR=G42