Przystawiona obróbka toczeniem – HEIDENHAIN TNC 640 (34059x-05) ISO programming Instrukcja Obsługi
Strona 478
Programowanie: obróbka toczeniem
14.5 Funkcje programowe Toczenie (opcja #50)
14
478
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
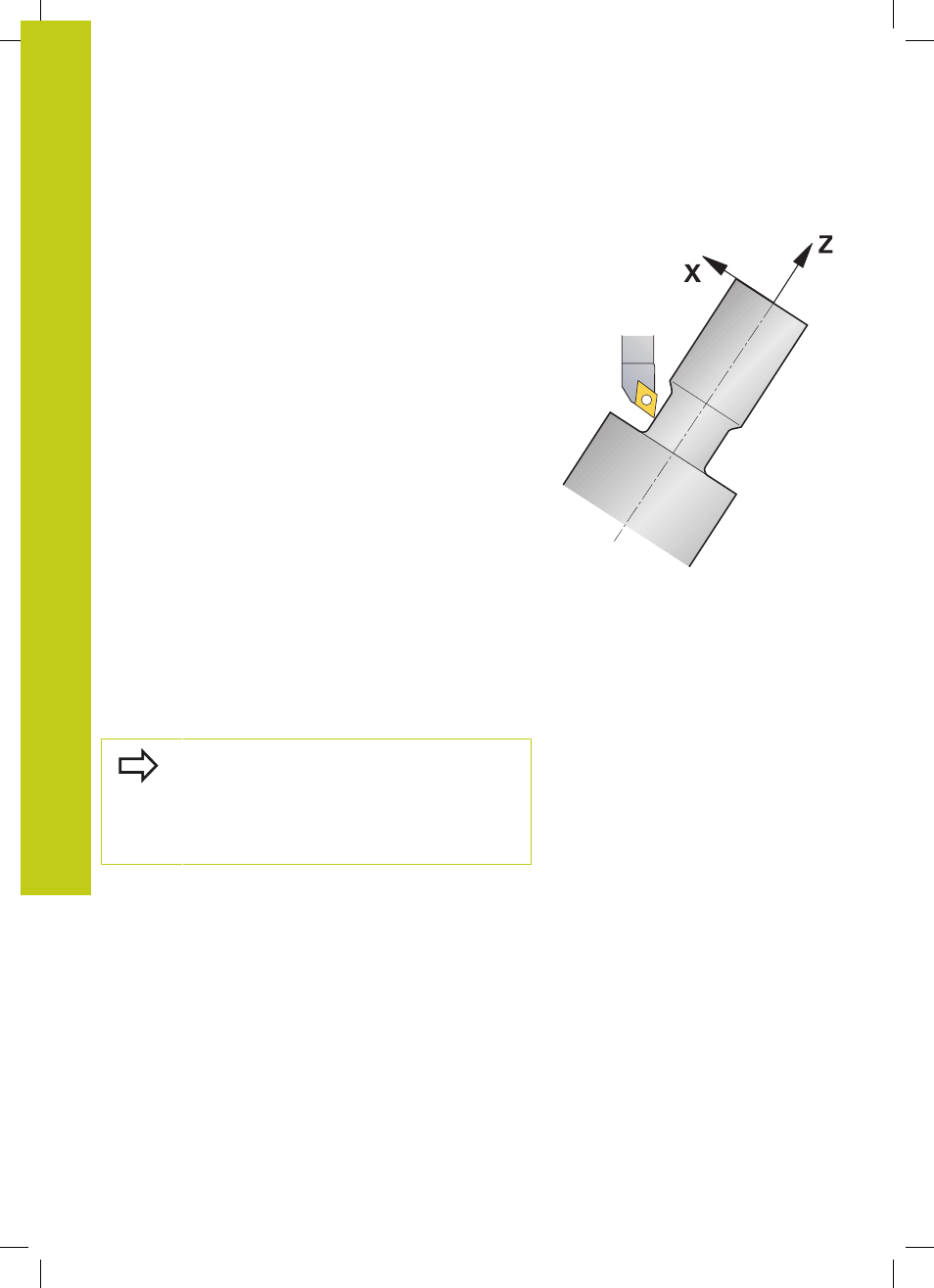
Przystawiona obróbka toczeniem
Czasami okazuje się koniecznym, ustawienie osi nachylenia
w określone położenie, aby móc wykonać obróbkę. To jest
np. konieczne, jeśli elementy konturu można obrabiać tylko w
określonym położeniu ze względu na geometrię narzędzia.
Poprzez dosunięcie osi nachylenia dochodzi do przesunięcia
przedmiotu względem narzędzia. Funkcja M144 uwzględnia
położenie dosuniętych osi i kompensuje to przesunięcie. Przy
tym funkcja M144 ustawia kierunek Z układu współrzędnych
obrabianego przedmiotu w kierunku osi środkowej przedmiotu.
Jeśli dosunięta oś to stół obrotowy, to znaczy przedmiot leży
ukośnie, TNC wykonuje przemieszczenia w obróconym układzie
współrzędnych przedmiotu. Jeśli dosunięta oś jest głowicą
obrotową (narzędzie leży ukośnie), to układ współrzędnych
przedmiotu nie zostaje obrócony.
Po przystawieniu osi nachylnej należy w razie konieczności na
nowo wypozycjonować narzędzie na współrzędnej Y i zorientować
położenie ostrza przy pomocy cyklu 800.
Alternatywnie do funkcji M144 można używać także funkcji M128
. Działanie jest identyczne, obowiązuje jednakże następujące
ograniczenie: TNC może wykonywać korekcję promienia narzędzia
także podczas nastawionej obróbki. Jeśli uruchamiana obróbka jest
aktywowana z M128 to korekcja promienia ostrza jest bez cyklu,
czyli w wierszach przemieszczenia z G41/G42, nie jest możliwa.
Jeśli obróbka jest aktywowana z M144 , to powyższe ograniczenie
nie obowiązuje.
Jeśli wykonujemy cykle toczenia z M144, zmieniają się
kąty narzędzia wobec konturu. TNC uwzględnia te zmiany
automatycznie i monitoruje także obróbkę w nastawionym stanie.
Można wykorzystywać cykle toczenia poprzecznego
i gwintowania przy przystawionej obróbce tylko pod
kątem prostym (+90°, -90°).
Korekcja narzędzia FUNCTION TURNDATA CORR-TCS
działa zawsze w układzie współrzędnych narzędzia,
także podczas przystawionej obróbki.