Parametry cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 94
94
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.2 GWINT
O
W
A
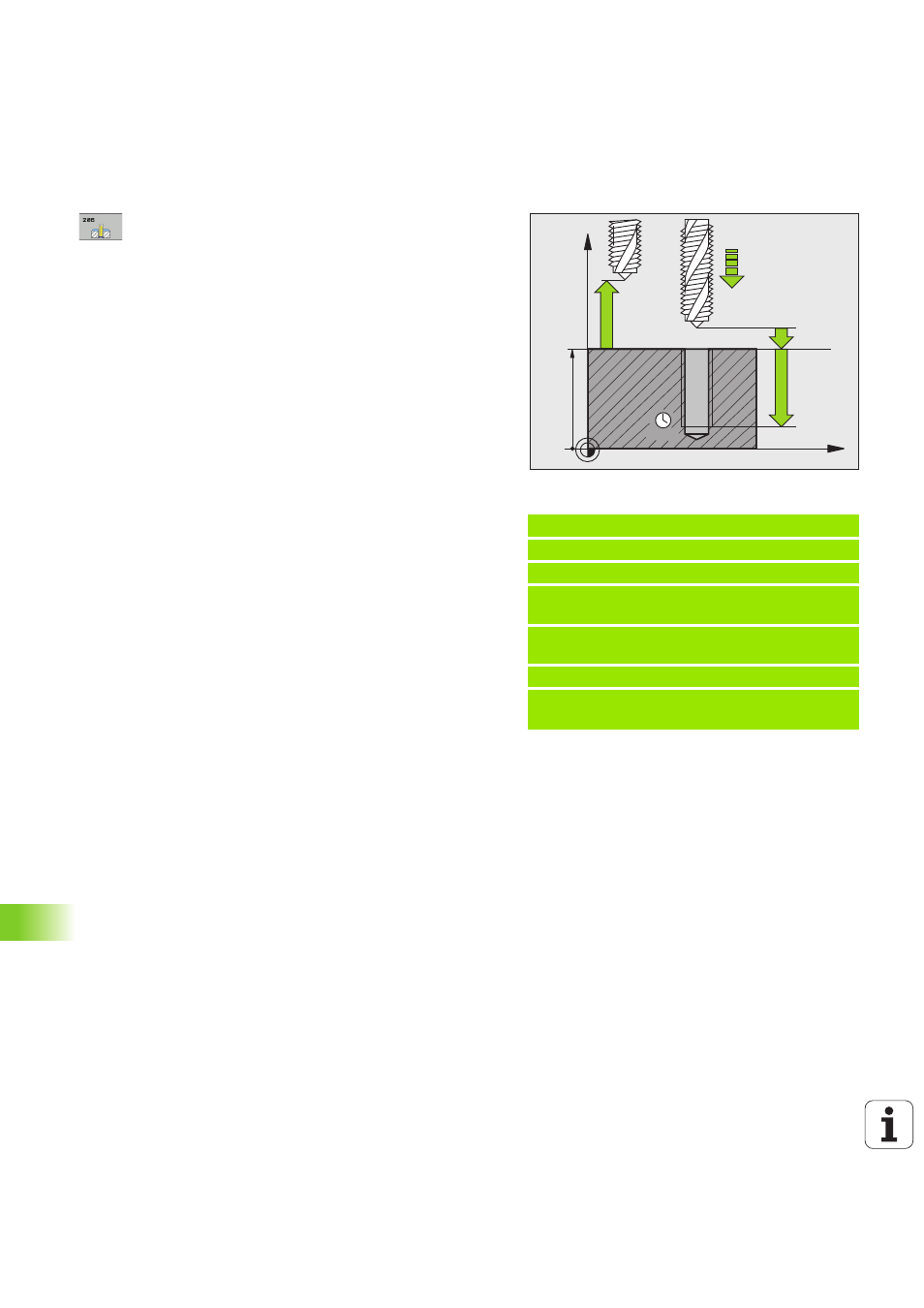
NIE NOWE z uchwytem wyrównawczym (cykl G206, DIN/ISO:
G206)
Parametry cyklu
U
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrza narzędzia (pozycja startu) od – powierzchni
obrabianego przedmiotu; wartość orientacyjna: 4x
skok gwintu Zakres wprowadzenia 0 do 99999.9999
U
Głębokość wiercenia Q201 (długość gwintu,
przyrostowo): odstęp powierzchnia obrabianego
przedmiotu – koniec gwintu. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
Posuw F Q206: prędkość przemieszczania się
narzędzia przy gwintowaniu. Zakres wprowadzenia
0 do 99999,999 alternatywnie FAUTO
U
Czas zatrzymania na dole Q211: zapisać wartość
pomiędzy 0 i 0,5 sekundy, aby uniknąć zaklinowania
narzędzia przy powrocie. Zakres wprowadzenia 0 do
3600.0000
U
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): współrzędna powierzchni
przedmiotu. Zakres wprowadzenia -99999,9999 do
99999,9999
U
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999.9999
Określić posuw: F = S x p
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeli w czasie gwintowania zostanie naciśnięty zewnętrzny przycisk
Stop, TNC pokazuje softkey, przy pomocy którego można wysunąć
narzędzie z materiału.
Példa: NC-wiersze
25 CYCL DEF 206 GWINTOWANIE NOWE
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-20 ;GŁĘBOKOŚĆ
Q206=150 ;POSUW WCIĘCIA W
MATERIAŁ
Q211=0.25 ;CZAS ZATRZYMANIA NA
DOLE
Q203=+25 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Z
X
Q203
Q200
Q201
Q211
Q206
Q204
F: Posuw mm/min)
S: Prędkość obrotowa wrzeciona (obr/min)
p: Skok gwintu (mm)