Przebieg cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 73
HEIDENHAIN TNC 620
73
3.7 POG
Ł
EBIANIE POWROTNE (cykl 204, DIN/ISO: G204, opcja sof
tware
Advanced programming features)
3.7 POGŁEBIANIE POWROTNE
(cykl 204, DIN/ISO: G204, opcja
software Advanced
programming features)
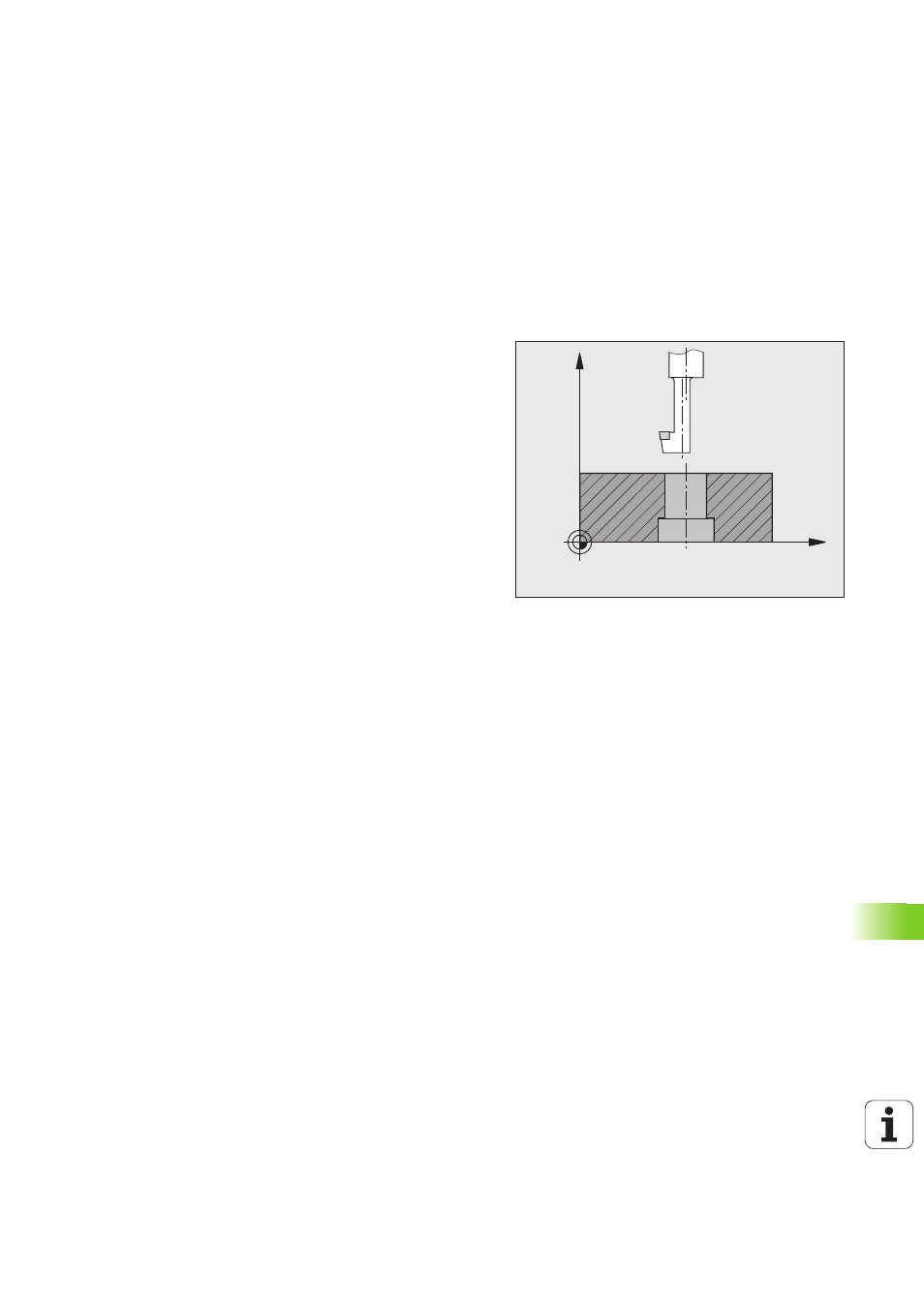
Przebieg cyklu
Przy pomocy tego cyklu wytwarza się pogłębienia, które znajdują się
na dolnej stronie obrabianego przedmiotu.
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Tam TNC przeprowadza orientację wrzeciona do 0°-pozycji i
przesuwa narzędzie o wymiar mimośrodu
3 Następnie narzędzie zagłębia się z posuwem posuwem
pozycjonowania wstępnego w rozwiercony odwiert, aż ostrz
znajdzie się na Bezpiecznej wysokości poniżej dolnej krawędzi
obrabianego przedmiotu
4 TNC przemieszcza narzędzie ponownie na środek odwiertu,
włącza wrzeciono i jeśli zachodzi potrzeba chłodziwo i
przemieszcza narzędzie z posuwem pogłębiania na zadaną
głębokość pogłębiania
5 Jeśli wprowadzono, narzędzie przebywa na dnie pogłębienia i
wysuwa się ponownie z odwiertu, TNC przeprowadza orientację
wrzeciona i przesuwa je ponownie o wymiar mimośrodu
6 Następnie TNC przemieszcza narzędzie z posuwem powrotu na
Bezpieczną wysokość i z tamtąd – jeśli wprowadzono– z FMAX na
2-gą bezpieczną wysokość.
X
Z