Przebieg cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 320
320
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.4 PUNKT ODNIESIENIA PROST
O
KA
T
WEWN.(cykl 410, DIN/ISO: G410)
15.4 PUNKT ODNIESIENIA
PROSTOKAT WEWN.(cykl 410,
DIN/ISO: G410)
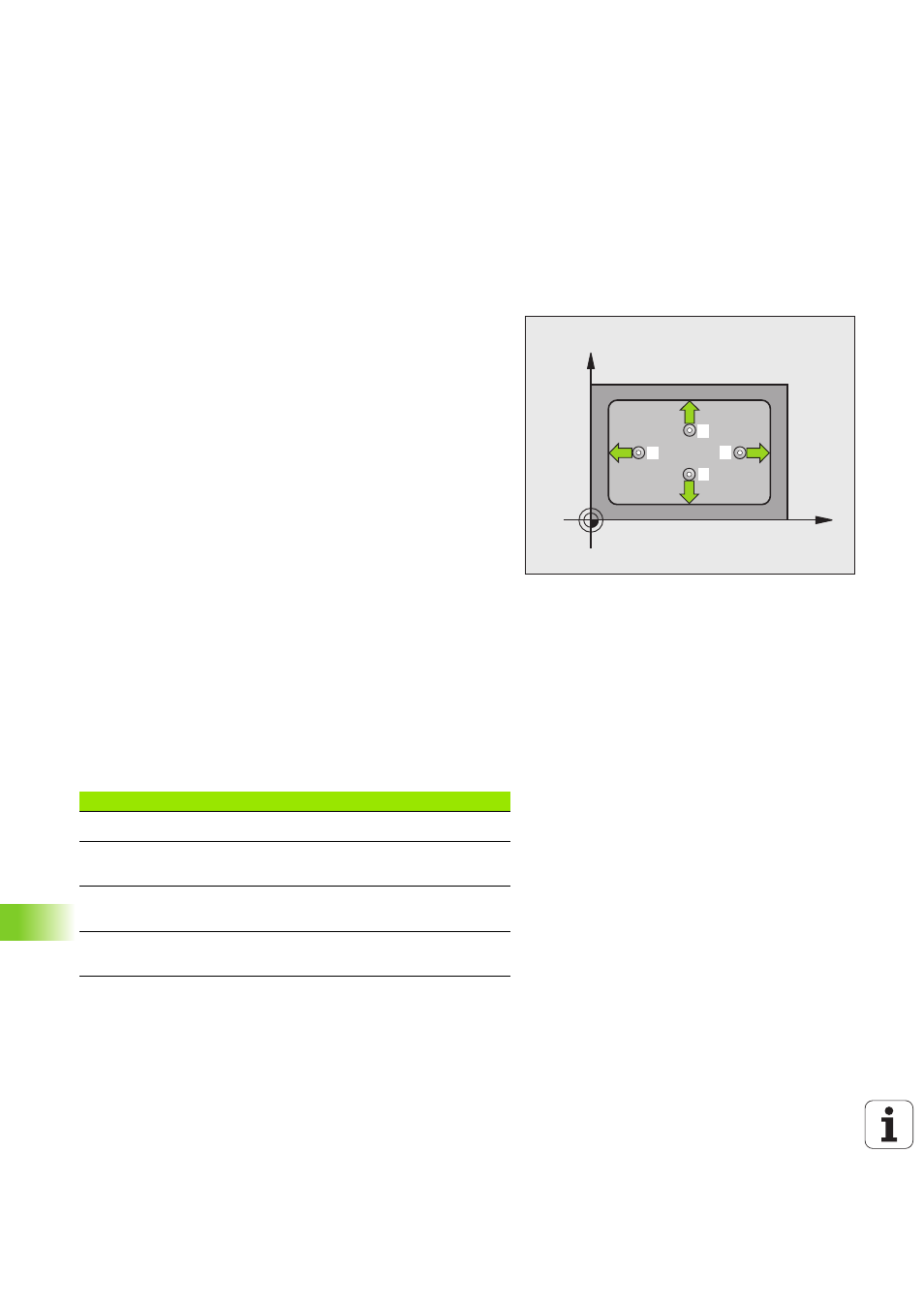
Przebieg cyklu
Cykl sondy pomiarowej 410 ustala punkt środkowy kieszeni
prostokątnej i wyznacza ten punkt środkowy jako punkt odniesienia.
Do wyboru TNC może zapisywać punkt środkowy także do tabeli
punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 283) do punktu próbkowania
1
.
TNC oblicza punkty pomiaru na podstawie danych w cyklu i
odstępu bezpieczeństwa z kolumny SET_UP tabeli sond
pomiarowych
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokośćpomiaru i przeprowadza pierwszą operację próbkowania
(kolumna F) .
3 Następnie sonda pomiarowa przemieszcza się równolegle do osi
na wysokość pomiaru albo na bezpieczną wysokość, do
następnego punktu próbkowania
2
i przeprowadza drugą operację
próbkowania
4 TNC pozycjonuje sondę pomiarową do punktu próbkowania
3
a
następnie do punktu próbkowania
4
i przeprowadza tam trzecią i
czwartą operację próbkowania
5 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 312)
6 Jeśli jest to wymagane, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej i zapisuje wartości rzeczywiste w następujących
parametrach Q
X
Y
1
2
3
4
Numer parametru
Znaczenie
Q151 Wartość rzeczywista środek oś główna
Q152
Wartość rzeczywista środek oś
pomocnicza
Q154
Wartość rzeczywista długość boku oś
główna
Q155
Wartość rzeczywista długość boku oś
pomocnicza