Parametry cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 291
HEIDENHAIN TNC 620
291
14.2 OBROT OD PODST
A
WY (cykl 400, DIN/ISO: G400)
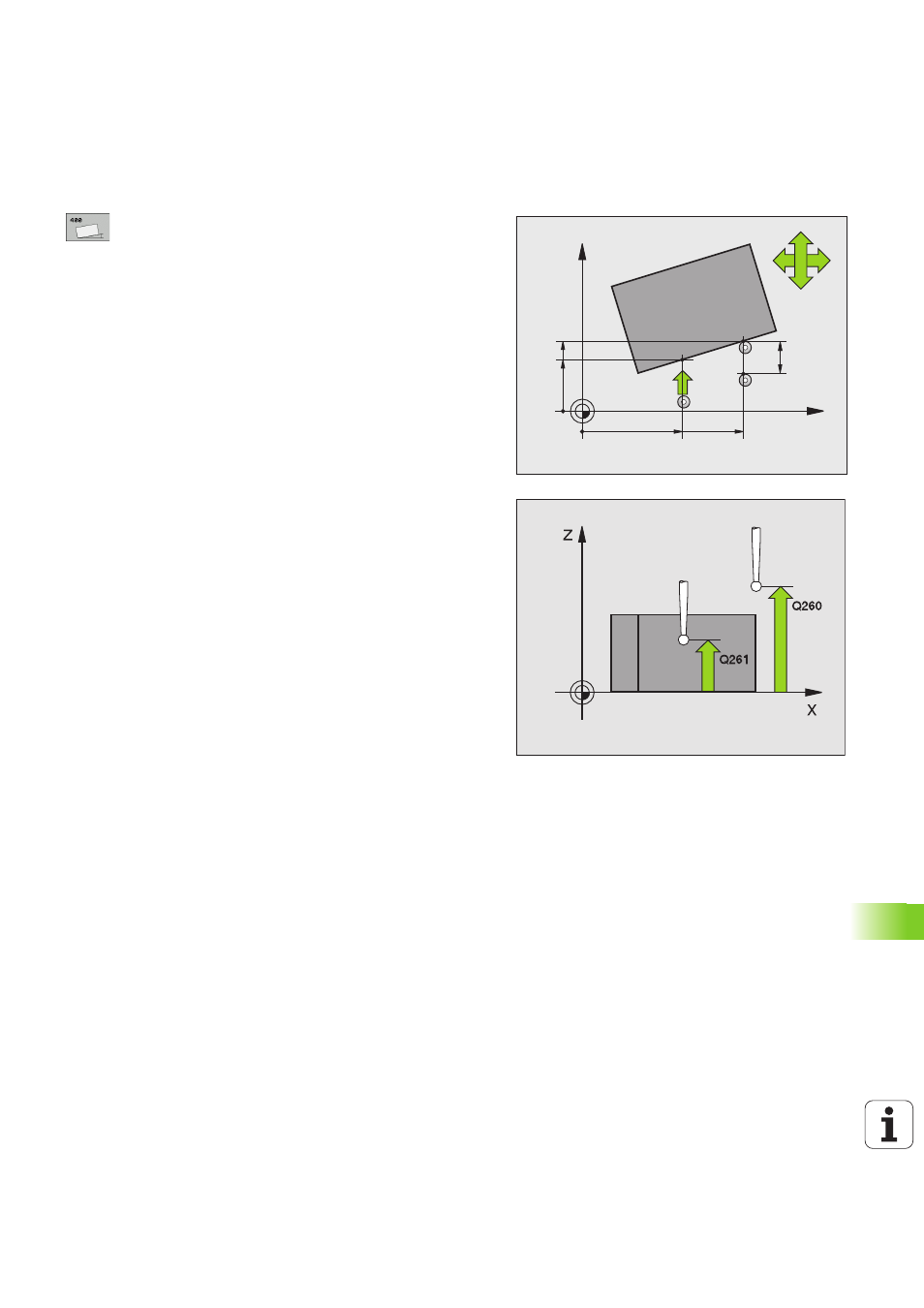
Parametry cyklu
U
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
2. punkt pomiaru 1. osi Q265 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
2. punkt pomiaru 2. osi Q266 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Oś pomiaru Q272: oś płaszczyzny obróbki, na której
ma być przeprowadzony pomiar:
1:oś główna = oś pomiaru
2:oś pomocnicza = oś pomiaru
U
Kierunek przemieszczenia 1 Q267: kierunek, w
którym sonda ma zbliżyć się do obrabianego
przedmiotu:
-1:kierunek przemieszczenia ujemny
+1:kierunek przemieszczenia dodatni
U
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
Bezpieczna wysokość Q320 (przyrostowo):
dodatkowy odstęp pomiędzy punktem pomiaru i kulką
sondy pomiarowej. Q320 działa addytywnie do
SET_UP (tabela sond pomiarowych). Zakres
wprowadzenia 0 do 99999.9999
U
Bezpieczna wysokość Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres
wprowadzenia -99999.9999 do 99999.9999
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
SET_UP(TCHPROBE.TP)
+
Q320