5 podstawy o frezowaniu gwintów, Warunki – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 101
HEIDENHAIN TNC 620
101
4.5 Podst
awy o fr
ezowaniu gwintów
4.5 Podstawy o frezowaniu gwintów
Warunki
Obrabiarka powinna być wyposażona w chłodzenie wrzeciona (płyn
obróbkowy, ciecz chłodząco-smarująca przynajmniej 30 barów,
ciśnienie powietrza min. 6 barów)
Ponieważ przy frezowaniu gwintów powstają z reguły odkształcenia
na profilu gwintu, konieczne są korekty związane ze specyfiką
narzędzi, którą to można zaczerpnąć z katalogu narzędzi lub
uzyskać od producenta narzędzi. Korekcja następuje przy TOOL
CALL poprzez deltę promienia DR
Cykle 262, 263, 264 i 267 mogą być używane tylko z prawoskrętnymi
narzędziami. Dla cyklu 265 można używać narzędzi prawoskrętnych
i lewoskrętnych
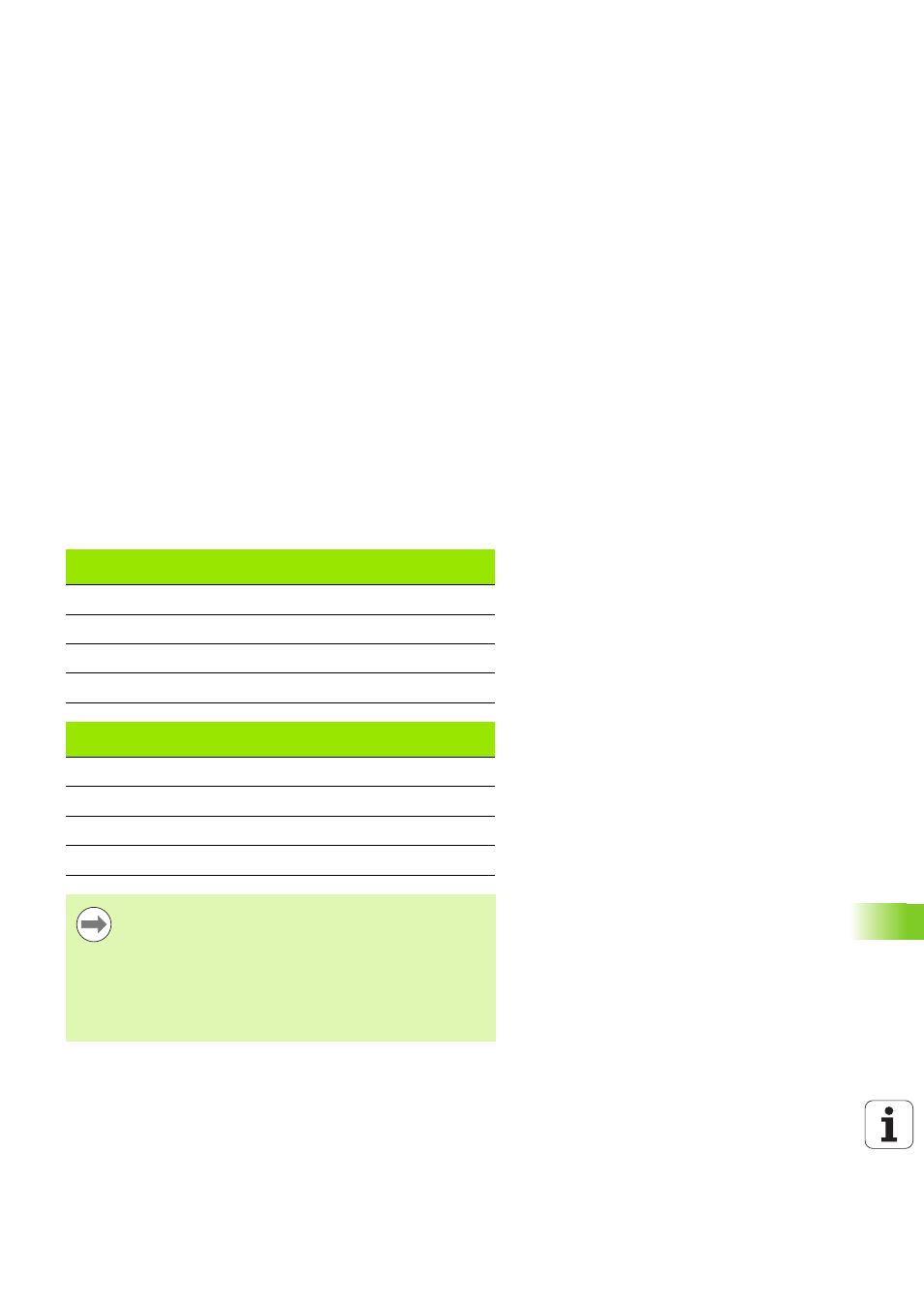
Kierunek pracy wynika z następujących parametrów wprowadzenia:
znak liczby skoku gwintu Q239 (+ = gwint prawoskrętny /– = gwint
lewoskrętny) i rodzaj frezowania Q351 (+1 = współbieżne /–1 =
przeciwbieżne). Na podstawie poniższej tabeli widoczne są
zależności pomiędzy wprowadzanymi parametrami w przypadku
prawoskrętnych narzędzi.
Gwint
wewnętrzny
Skok
Rodzaj
frezowania
Kierunek pracy
(obróbki)
prawoskrętny
+
+1(RL)
Z+
lewoskrętny
–
–1(RR)
Z+
prawoskrętny
+
–1(RR)
Z–
lewoskrętny
–
+1(RL)
Z–
Gwint
zewnętrzny
Skok
Rodzaj
frezowania
Kierunek pracy
(obróbki)
prawoskrętny
+
+1(RL)
Z–
lewoskrętny
–
–1(RR)
Z–
prawoskrętny
+
–1(RR)
Z+
lewoskrętny
–
+1(RL)
Z+
TNC odnosi zaprogramowany posuw przy frezowaniu
gwintów do krawędzi ostrza narzędzia. Ponieważ TNC
wyświetla posuw w odniesieniu do toru punktu
środkowego, wyświetlona wartość nie jest zgodna z
zaprogramowaną wartością.
Kierunek zwoju gwintu zmienia się, jeśli odpracowujemy
cykl frezowania gwintu w połączeniu z cyklem 8 ODBICIE
LUSTRZANE tylko w jednej osi.