Przebieg cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 203
HEIDENHAIN TNC 620
203
8.4 POWIERZCHNIA BOCZNA CYLINDRA frezowanie przesmyku (cykl 29,
DIN/ISO: G129, opcja-sof
tware 1)
8.4 POWIERZCHNIA BOCZNA
CYLINDRA frezowanie
przesmyku (cykl 29, DIN/ISO:
G129, opcja-software 1)
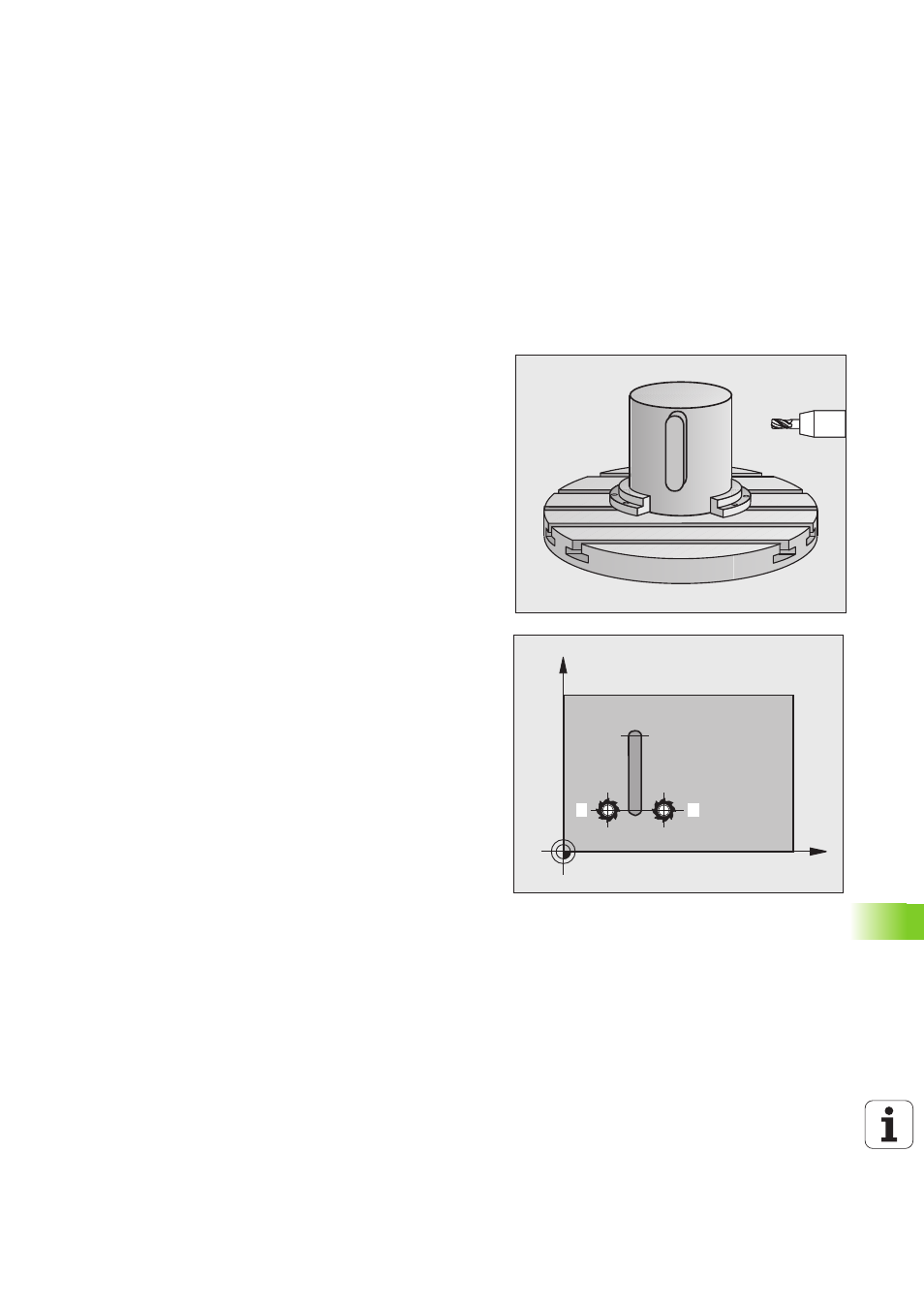
Przebieg cyklu
Przy pomocy tego cyklu można przenieść zdefiniowany na
rozwiniętym materiale mostek na osłonę cylindra. TNC tak ustawia
narzędzie przy tym cyklu, że ścianki przy aktywnej korekcji promienia
przebiegają zawsze równolegle do siebie. Proszę zaprogramować tor
punktu środkowego mostka z podaniem korekcji promienia narzędzia.
Poprzez korekcję promienia określa się, czy TNC wytworzy mostek
ruchem współbieżnym czy też przeciwbieżnym.
Na końcach mostka TNC włącza półokrąg, którego promień
odpowiada połowie szerokości mostka.
1 TNC pozycjonuje narzędzie nad punktem startu obróbki. Punkt
startu TNC oblicza z szerokości mostka i średnicy narzędzia. Punkt
ten leży z przesunięciem o pół szerokości mostka i średnicę
narzędzia obok pierwszego zdefiniowanego w podprogramie kon-
turu punktu. Korekcja promienia określa, czy start następuje z
lewej (
1
, RL=współbieżnie) lub z prawej od mostka (
2
, RR=przeci-
wbieżnie)
2 Po wypozycjonowaniu na pierwszą głębokość, TNC przemieszcza
narzędzie po łuku kołowym z posuwem frezowania Q12
tangencjalnie do ścianki mostka. W danym przypadku naddatek na
obróbkę wykańczającą boku zostaje uwzględniony
3 Na pierwszej głębokości wcięcia narzędzie frezuje z posuwem
frezowania Q12 wzdłuż ścianki mostka, aż czop zostanie w pełni
wykonany
4 Następnie narzędzie odsuwa się tangencjalnie od ścianki mostka
z powrotem do punktu startu obróbki
5 Kroki od 2 do 4 powtarzają się, aż zostanie osiągnięta
zaprogramowana głębokość frezowania Q1
6 Na koniec narzędzie przemieszcza się w osi narzędzi z powrotem
na bezpieczną wysokość lub na zaprogramowaną w cyklu pozycję
C
Z
1
2