Parametry cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Instrukcja Obsługi
Strona 374
374
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
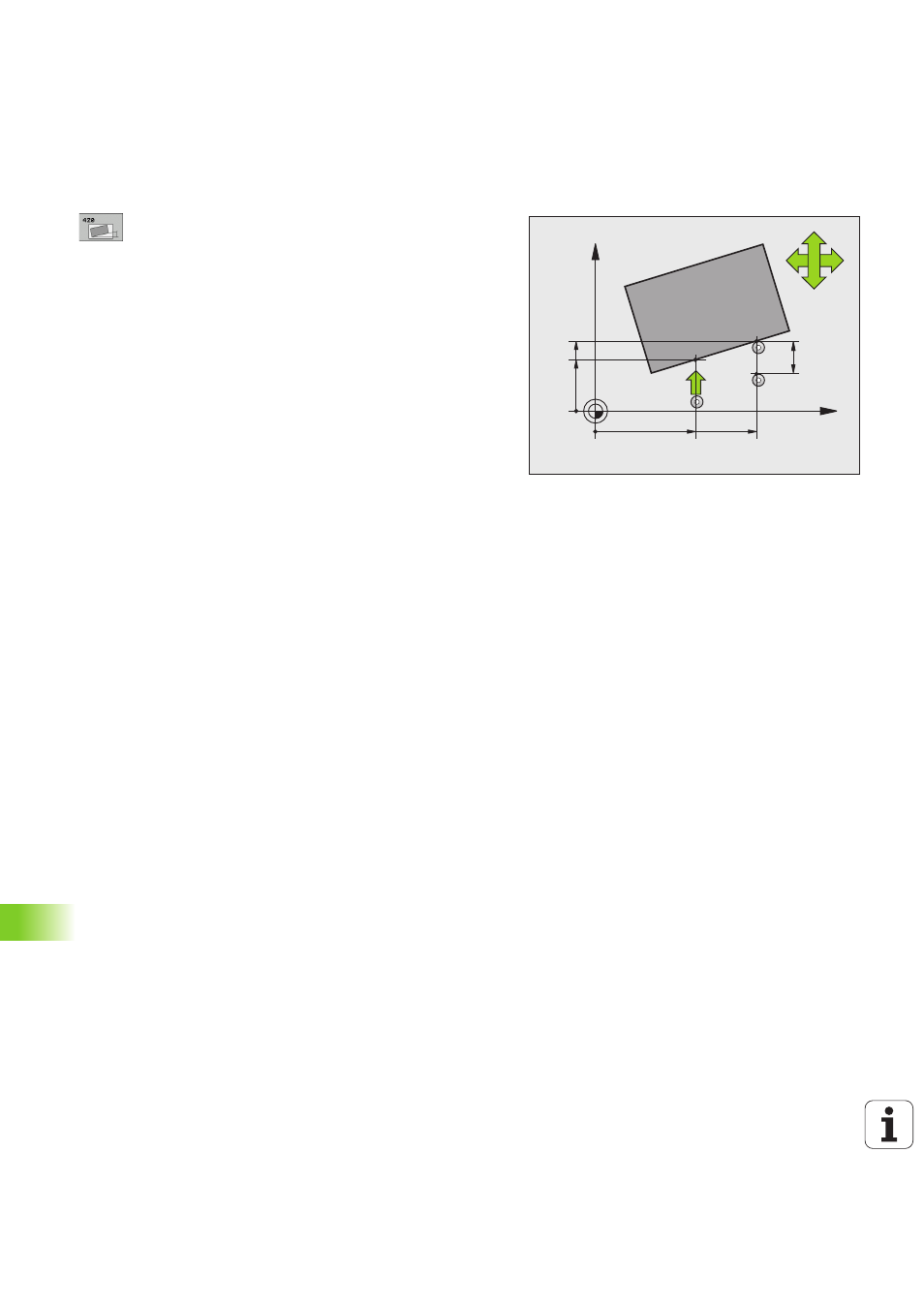
16.4 POMIAR KA
TA
(cykl 420, DIN/ISO: G420)
Parametry cyklu
U
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na
osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
2. punkt pomiaru 1. osi Q265 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
głównej płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
2. punkt pomiaru 2. osi Q266 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Oś pomiaru Q272: oś, na której ma być
przeprowadzony pomiar:
1:oś główna = oś pomiaru
2: oś pomocnicza = oś pomiaru
3: oś sondy = oś pomiaru
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
SET_UP(TCHPROBE.TP)
+
Q320