2 plaszczyzna bazowa (cykl 0, din/iso: g55), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Instrukcja Obsługi
Strona 400: Parametry cyklu
400
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
16.2 PLASZCZYZNA BAZOW
A
(cykl 0, DIN/ISO: G55)
16.2 PLASZCZYZNA BAZOWA
(cykl 0, DIN/ISO: G55)
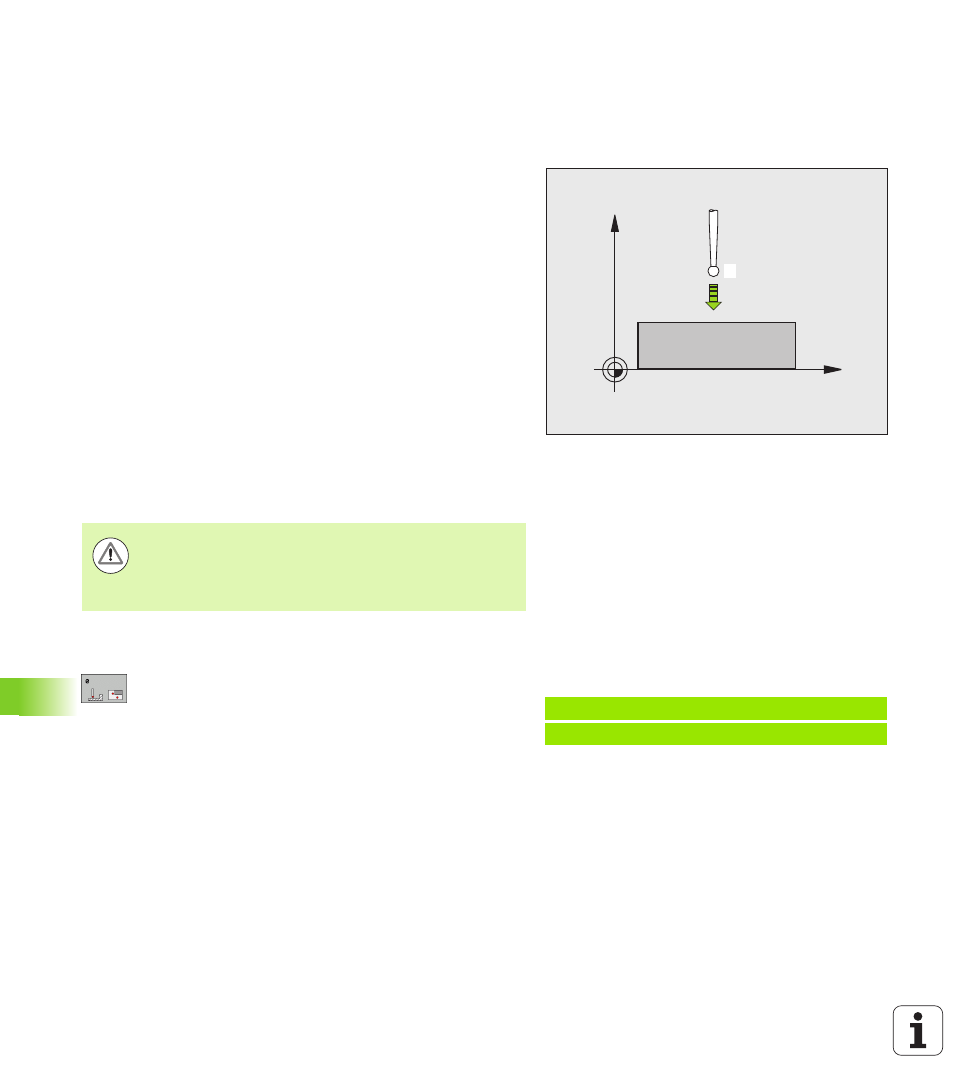
Przebieg cyklu
1 Sonda pomiarowa przemieszcza się 3D-ruchem z posuwem
szybkim (wartość z MP6150 lub MP6361) do zaprogramowanej w
cyklu pozycji
1
.
2 Następnie sonda pomiarowa przeprowadza próbkowanie z
posuwem próbkowania (MP6120 lub MP6360). Kierunek
próbkowania określić w cyklu
3 Po zarejestrowaniu pozycji przez TNC, sonda pomiarowa odsuwa
się do punktu startu operacji próbkowania i zapamiętuje zmierzone
współrzędne w Q-parametrze. Dodatkowo TNC zapamiętuje
współrzędne pozycji, na której znajduje się sonda pomiarowa w
momencie sygnału przełączenia, w parametrach Q115 do Q119.
Dla wartości w tych parametrach TNC nie uwzględnia długości
palca sondy i jego promienia
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
Nr parametru dla wyniku: zapisać numer parametru
Q, któremu zostaje przyporządkowana wartość
współrzędnej. Zakres wprowadzenia 0 do 1999
U
Oś próbkowania/kierunek próbkowania: zapisać oś
próbkowania używając klawisza wyboru osi lub na
klawiaturze ASCII oraz znak liczby dla kierunku
próbkowania. Potwierdzić wybór klawiszem ENT.
Zakres wprowadzenia dla wszystkich osi NC
U
Zadana wartość pozycji: wprowadzić wszystkie
współrzędne dla pozycjonowania wstępnego sondy
pomiarowej poprzez klawisze wyboru osi lub ASCII-
klawiaturę. Zakres wprowadzenia -99999,9999 do
99999,9999
U
Zakończyć zapis: klawisz ENT nacisnąć
X
Z
1
Uwaga niebezpieczeństwo kolizji!
Tak wypozycjonować wstępnie sondę, aby została
uniknięta kolizja przy najeździe zaprogramowanej pozycji
wstępnej.
Beispiel: NC-wiersze
67 TCH PROBE 0.0 PŁASZCZ.BAZOWA Q5 X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5