7 obrobka na gotowo dna (cykl 23, din/iso: g123), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Instrukcja Obsługi
Strona 202: Parametry cyklu
202
Cykle obróbkowe: kieszeń konturu
7.7 OBROBKA NA GOT
O
WO DNA (cykl 23, DIN/ISO: G123)
7.7 OBROBKA NA GOTOWO DNA
(cykl 23, DIN/ISO: G123)
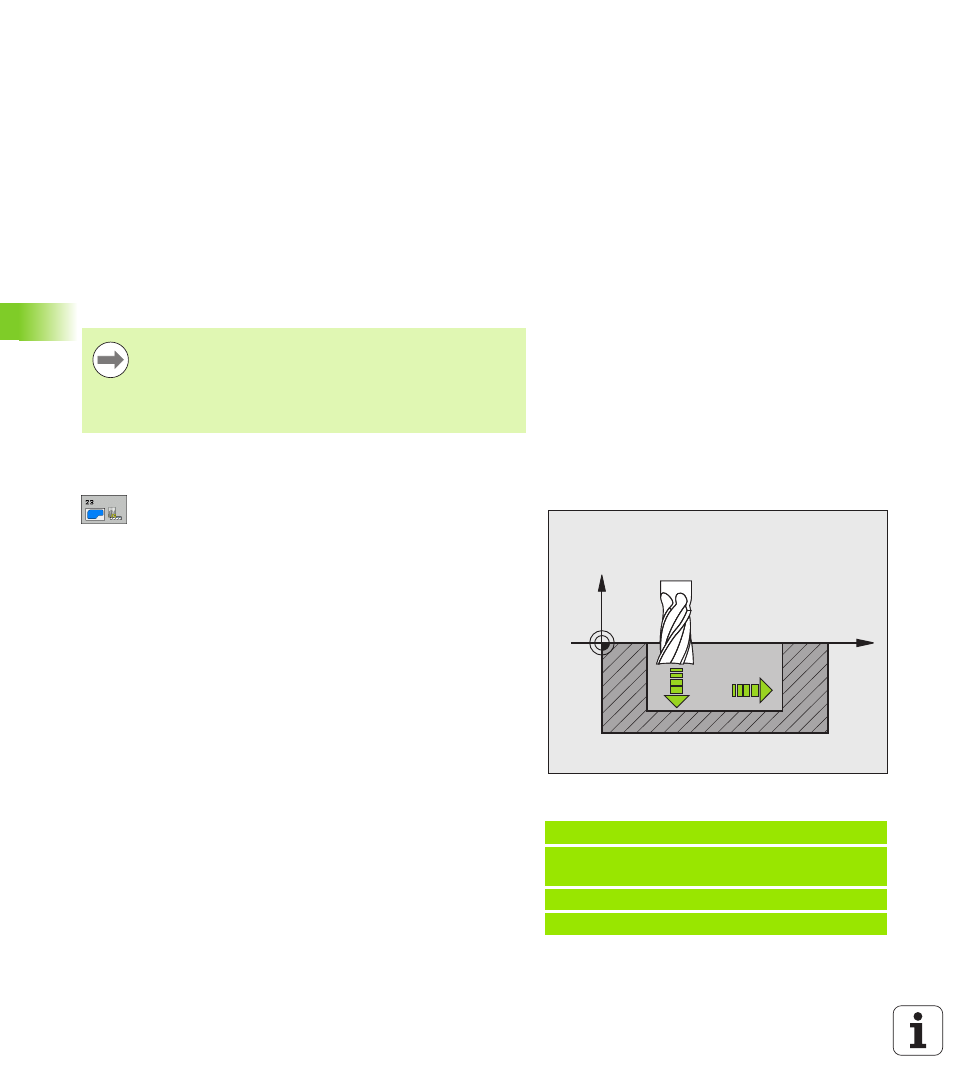
Przebieg cyklu
TNC przemieszcza narzędzie delikatnie (pionowy okrąg tangencjalny)
do obrabianej powierzchni, o ile istnieje dostatecznie dużo miejsca dla
tego celu. W przypadku braku dostatecznego wolnego miejsca TNC
przemieszcza narzędzie prostopadle na głębokość. Następnie
pozostały po rozwiercaniu naddatek dla obróbki wykańczającej zostaje
zdjęty.
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
Posuw dosuwu wgłębnego Q11: prędkość
przemieszczania narzędzia przy wcinaniu w materiał.
Zakres wprowadzenia 0 bis 99999,9999 alternatywnie
FAUTO, FU, FZ
U
Posuw rozwiercaniaQ12: posuw frezowania. Zakres
wprowadzenia 0 bis 99999,9999 alternatywnie
FAUTO, FU, FZ
U
Posuw ruchu powrotnego Q208: prędkość
przemieszczenia narzędzia przy wyjeździe po
obróbce w mm/min. Jeśli wprowadzimy Q208=0, TNC
wysuwa narzędzie z materiału z posuwem Q12.
Zakres wprowadzenia 0 bis 99999,9999 alternatywnie
FMAX, FAUTO, PREDEF
TNC samo ustala punkt startu dla obróbki wykańczającej.
Punkt startu zależy od ilości miejsca w kieszeni.
Promień wejścia dla wypozycjonowania na głębokości
końcowej jest wyznaczony na stałe i niezależny od kąta
wcięcia narzędzia.
Beispiel: NC-wiersze
60 CYCL DEF 23 NA GOTOWO DNO
Q11=100
;POSUW WCIĘCIA W
MATERIAŁ
Q12=350
;POSUW PRZECIĄGANIA
Q208=99999 ;POSUW POWROTU
X
Z
Q11
Q12