HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Instrukcja Obsługi
Strona 337
HEIDENHAIN iTNC 530
337
14.7 Uko
śne po
ło
żenie obrabianego przedmiotu przez o
ś C wyrówna
ć (cykl
405, DIN/ISO: G405)
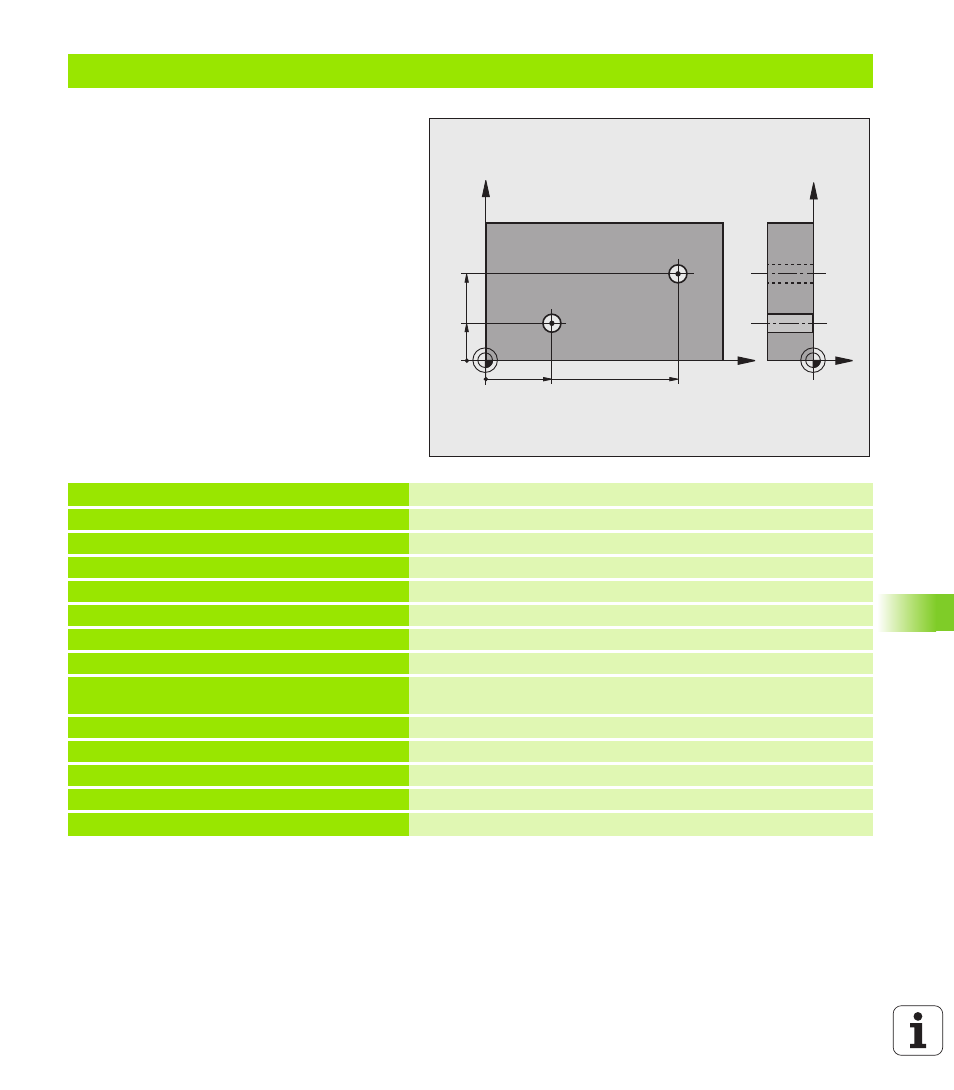
Przykład: określenie obrotu podstawowego przy pomocy dwóch odwiertów
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 ODWIERTY
Q268=+25 ;1. ŚRODEK 1. OSI
Punkt środkowy 1-szego odwiertu: współrzędna X
Q269=+15 ;1. ŚRODEK 2. OSI
Punkt środkowy 1-szego odwiertu: współrzędna Y
Q270=+80 ;2. ŚRODEK 1. OSI
Punkt środkowy 2-szego odwiertu: współrzędna X
Q271=+35 ;2. ŚRODEK 2. OSI
Punkt środkowy 2-szego odwiertu: współrzędna Y
Q261=-5 ;WYSOKOŚĆ POMIARU
Współrzędna w osi sondy pomiarowej, na której następuje pomiar
Q260=+20 ;BEZPIECZNA WYSOKOŚĆ
Wysokość, na której oś sondy pomiarowej może przemieszczać się
bezkolizyjnie
Q307=+0 ;NAST.WST. OBROT PODST.
Kąt prostej bazowej
Q402=1
;USTAWIENIE
Kompensowanie ukośnego położenia poprzez obrót stołu
Q337=1
;WYZNACZENIE ZERA
Po ustawieniu wyzerować wskazanie
3 CALL PGM 35K47
Wywołanie programu obróbki
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15