Wytwarzanie programów cyklicznych – HEIDENHAIN TNC 320 (77185x-01) Instrukcja Obsługi
Strona 52
Pierwsze kroki z TNC 320
1.3
Programowanie pierwszego przedmiotu
1
52
TNC 320 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
Wytwarzanie programów cyklicznych
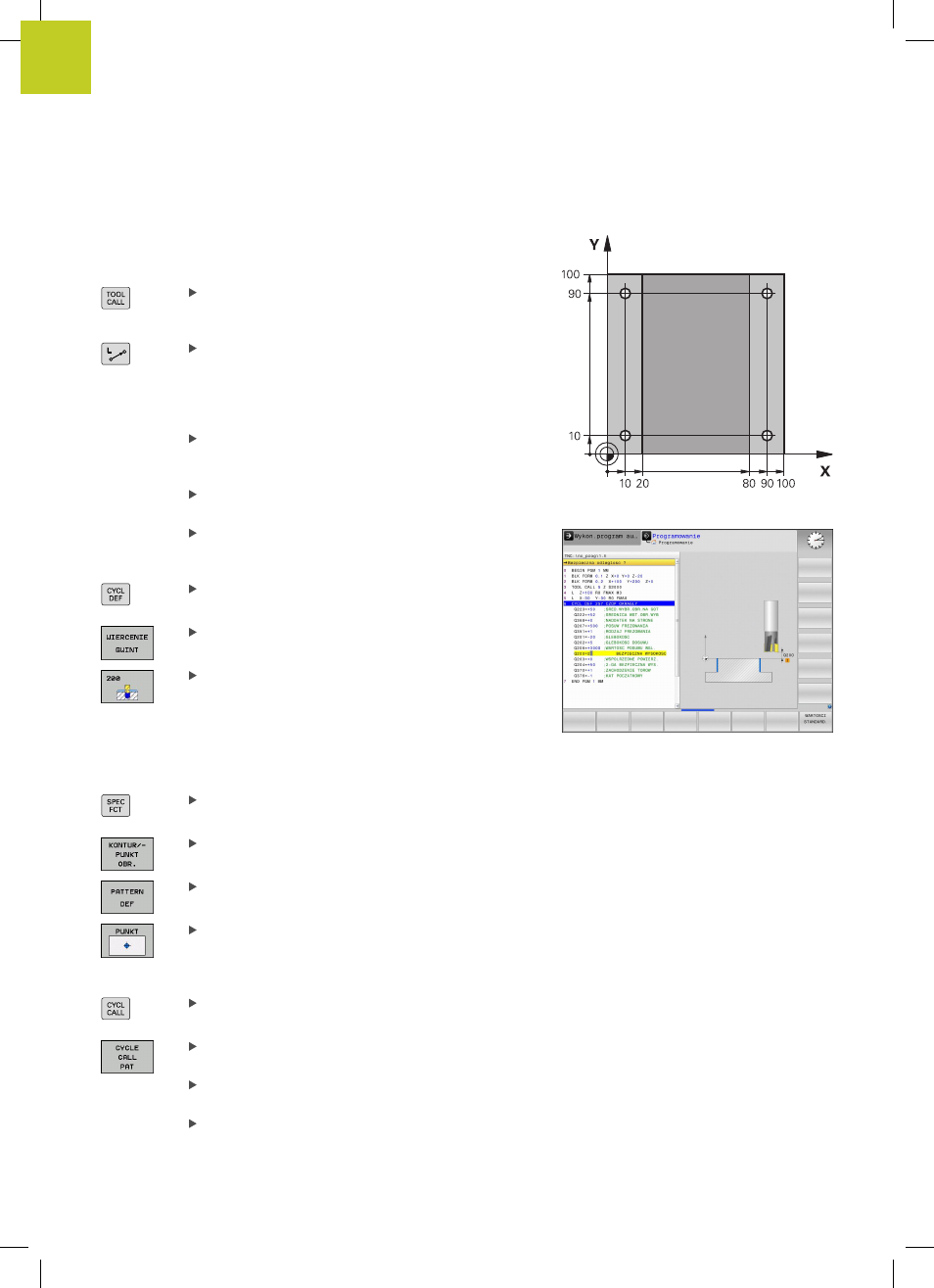
Pokazane na ilustracji po prawej stronie odwierty (głębokość
20 mm) mają być wytwarzane przy pomocy standardowego cyklu
wiercenia. Definicja półwyrobu została już wykonana.
Wywołanie narzędzia Proszę zapisać dane
narzędzia. Potwierdzamy każde wprowadzenie
klawiszem ent, nie zapominać o osi narzędzia
Wyjście narzędzia z materiału: Nacisnąć
pomarańczowy klawisz osiowy Z, aby wysunąć
narzędzie w osi narzędzi oraz zapisać wartość
przewidzianej do najazdu pozycji, np. 250.
Potwierdzić wybór klawiszem ENT
Korekcja promienia: RL/RR/bez korek.?
klawiszem ENT potwierdzić: Nie aktywować
korekcji promienia
Posuw F=?
klawiszem ENT potwierdzić: Na biegu
szybkim (FMAX) przemieszczać
Funkcja dodatkowa M?
klawiszem END
potwierdzić: TNC zapamiętuje zapisany wiersz
przemieszczenia
Wywołanie menu cyklu
Wyświetlić cykle wiercenia
Wybrać standardowy cykl wiercenia 200: TNC
uruchamia dialog dla definiowania cyklu. Proszę
wprowadzić żądane przez TNC parametry krok
po kroku, wprowadzanie danych klawiszem ENT
potwierdzić. TNC pokazuje po prawej stronie
ekranu dodatkowo grafikę, w której przedstawiony
jest odpowiedni parametr cyklu
Wywołanie menu dla funkcji specjalnych
Wyświetlanie funkcji dla obróbki punktów
Wybrać definicję wzoru
Wybrać zapis punktów: Zapisać współrzędne
4 punktów, za każdym razem klawiszem ENT
potwierdzić. Po zapisie czwartego punktu wiersz
klawiszem END zapisać do pamięci
Wyświetlić menu dla definiowania wywołania cyklu
Odpracować cykl obróbki na zdefiniowanym
wzorze:
Posuw F=?
klawiszem ENT potwierdzić: Na biegu
szybkim (FMAX) przemieszczać
Funkcja dodatkowa M?
Włączyć wrzeciono
i chłodziwo, np. M13, klawiszem END
potwierdzić: TNC zapamiętuje zapisany wiersz
przemieszczenia