Patrz "przykład: ruch po – HEIDENHAIN TNC 320 (77185x-01) Instrukcja Obsługi
Strona 207
Ruchy po torze kołowym - współrzędne prostokątne
6.4
6
TNC 320 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
207
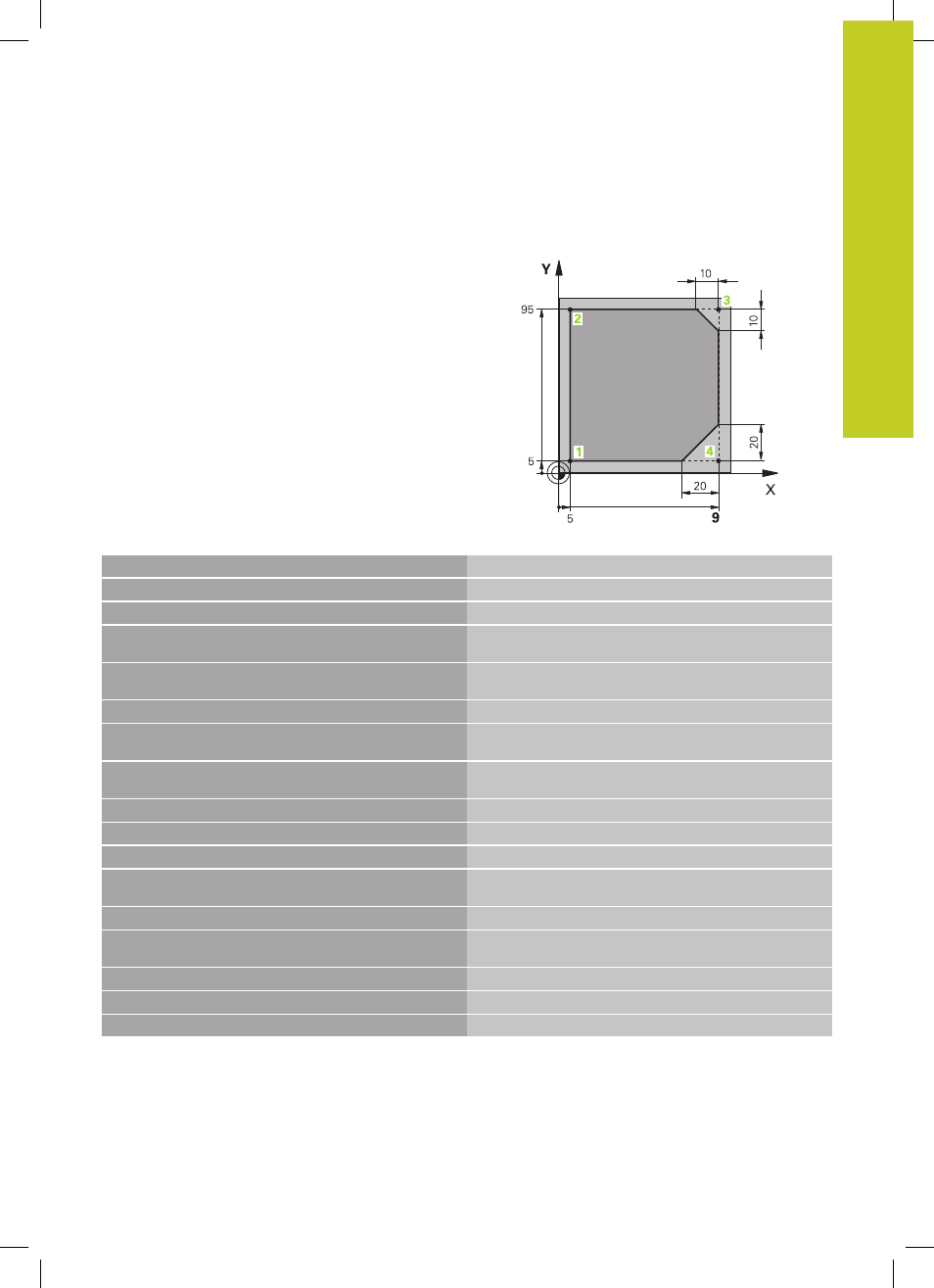
Przykład: ruch po prostej i fazki w systemie
kartezjańskim
0 BEGIN PGM LINEAR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja półwyrobu dla symulacji graficznej obróbki
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4000
Wywołanie narzędzia z osią narzędziową i prędkością
obrotową wrzeciona
4 L Z+250 R0 FMAX
Przemieścić narzędzie poza materiałem w osi wrzeciona na
biegu szybkim FMAX
5 L X-10 Y-10 R0 FMAX
Pozycjonować wstępnie narzędzie
6 L Z-5 R0 F1000 M3
Przemieszczenie na głębokość obróbki z posuwem
F= 1000 mm/min
7 APPR LT X+5 Y+5 LEN10 RL F300
Dosunąć narzędzie do konturu do punktu 1 po prostej z
tangencjalnym przejściem
8 L Y+95
Dosunąć narzędzie do punktu 2
9 L X+95
Punkt 3: pierwsza prosta dla naroża 3
10 CHF 10
Zaprogramować fazkę o długości 10 mm
11 L Y+5
Punkt 4: druga prosta dla naroża 3, pierwsza prosta dla
naroża 4
12 CHF 20
Zaprogramować fazkę o długości 20 mm
13 L X+5
Dosunąć narzędzie do ostatniego punktu konturu 1,druga
prosta dla naroża 4
14 DEP LT LEN10 F1000
Opuścić kontur po prostej z przyleganiem stycznym
15 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
16 END PGM LINEAR MM