HEIDENHAIN TNC 320 (77185x-01) Instrukcja Obsługi
Strona 467
Programowanie i odprocowywanie prostych zabiegów
obróbkowych
14.1
14
TNC 320 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
467
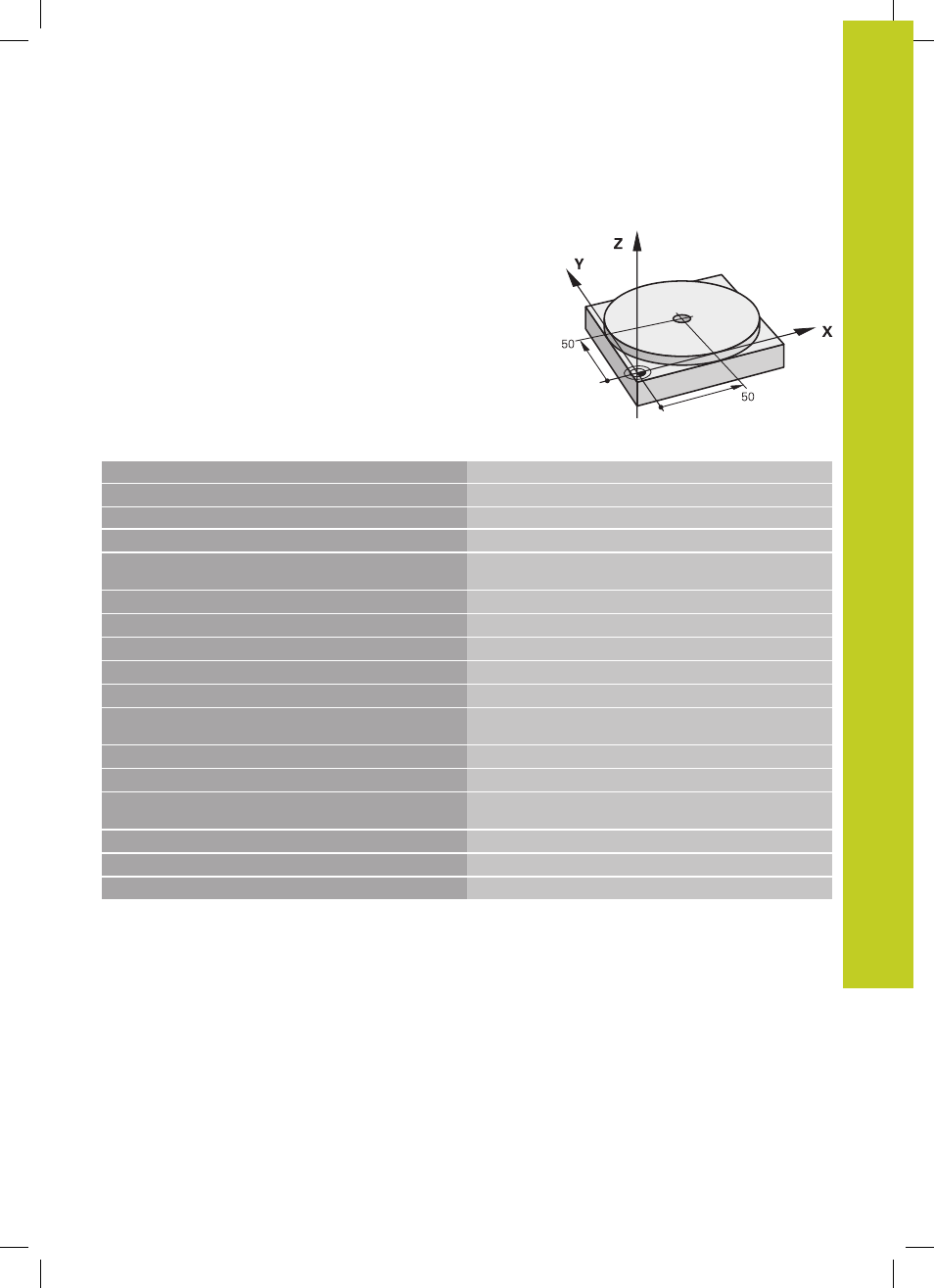
Przykład 1
Na pojedyńczym przedmiocie ma być wykonany odwiert o
głębokości 20 mm. Po umocowaniu przedmiotu, wyregulowaniu i
wyznaczeniu punktów odniesienia, można wykonanie tego otworu
programować kilkoma wierszami programu i wypełnić.
Najpierw ustala się wstępne położenie narzędzia przy pomocy
wierszy prostych nad obrabianym przedmiotem i z odstępem
bezpieczeństwa 5 mm nad wierconym otworem. Następnie zostaje
wykonany odwiert przy pomocy cyklu 200 WIERCENIE .
0 BEGIN PGM $MDI MM
1 TOOL CALL 1 Z S2000
Wywołanie narzędzia Oś narzędzia Z,
Prędkość obrotowa wrzeciona 2000 obr/min
2 L Z+200 R0 FMAX
Narzędzie wysunąć (F MAX = bieg szybki)
3 L X+50 Y+50 R0 FMAX M3
Narzędzie z FMAX pozycjonować nad otworem, włączyć
wrzeciono
4 CYCL DEF 200 WIERCENIE
Definicja cyklu WIERCENIE
Q200=5
;BEZPIECZNA WYSOKOŚĆ
Bezpieczny odstęp narz. nad odwiertem
Q201=-15
;GŁĘBOKOŚĆ
Głębokość wiercenia (znak liczby=kierunek pracy)
Q206=250
;F WCIĘCIE NA GŁĘB.
Posuw wiercenia
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Głębokość każdego wcięcia w materiał przed powrotem
Q210=0
;CZAS ZATRZYM. U GÓRY
Czas przebywania tam po każdym wyjściu z materiału w
sekundach
Q203=-10
;WSPŁ.POWIERZ.
Współrzędna powierzchni obrabianego przedmiotu
Q204=20
;2. BEZ. ODSTĘP
Bezpieczny odstęp narz. nad odwiertem
Q211=0.2
;CZAS ZATRZYM. NA DOLE
Czas przebywania narzędzia na dnie wiercenia w
sekundach
5 CYCL CALL
Wywołać cykl WIERCENIE
6 L Z+200 R0 FMAX M2
Wyjście narzędzia z materiału
7 END PGM $MDI MM
Koniec programu
Funkcja prostej: patrz "Prosta L", strona 199
cykl WIERCENIE: patrz instrukcja obsługi Cykle, cykl 200
WIERCENIE.