13 przykłady programowania, Przykład: elipsa, Przykłady programowania – HEIDENHAIN TNC 320 (77185x-01) Instrukcja Obsługi
Strona 332
Programowanie: parametry Q
9.13 Przykłady programowania
9
332
TNC 320 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
9.13
Przykłady programowania
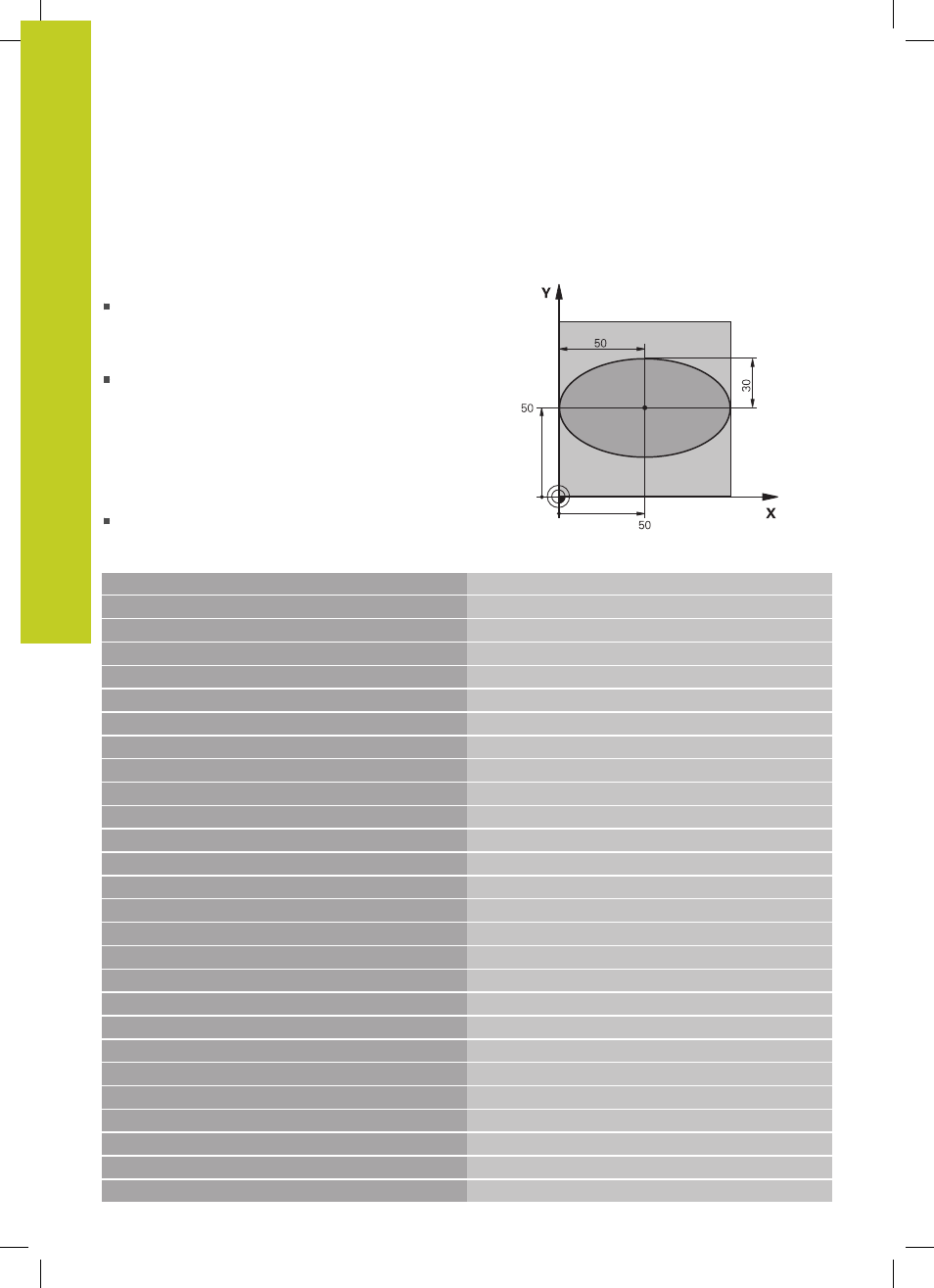
Przykład: elipsa
Przebieg programu
Kontur elipsy zostaje utworzony poprzez wiele
niewielkich odcinków prostych (definiowalne przez
Q7). Im więcej kroków obliczeniowych zdefiniowano,
tym bardziej gładki będzie kontur
Kierunek frezowania określamy poprzez kąt startu i
kąt końcowy na płaszczyźnie:
kierunek obróbki zgodnie z ruchem wskazówek
zegara:
kąt startu > kąt końcowy
kierunek obróbki przeciwnie do ruchu wskazówek
zegara:
kąt startu < kąt końcowy
Promień narzędzia nie zostaje uwzględniony
0 BEGIN PGM ELLIPSE MM
1 FN 0: Q1 = +50
Środek osi X
2 FN 0: Q2 = +50
Środek osi Y
3 FN 0: Q3 = +50
Półoś X
4 FN 0: Q4 = +30
Półoś Y
5 FN 0: Q5 = +0
Kąt startu na płaszczyźnie
6 FN 0: Q6 = +360
Kąt końcowy na płaszczyźnie
7 FN 0: Q7 = +40
Liczba kroków obliczenia
8 FN 0: Q8 = +0
Położenie elipsy przy obrocie
9 FN 0: Q9 = +5
Głębokość frezowania
10 FN 0: Q10 = +100
Posuw wgłębny
11 FN 0: Q11 = +350
posuw frezowania
12 FN 0: Q12 = +2
Odstęp bezpieczeństwa dla pozycjonowania wstępnego
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja półwyrobu
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Wywołanie narzędzia
16 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
17 CALL LBL 10
Wywołać obróbkę
18 L Z+100 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
19 LBL 10
Podprogram 10: obróbka
20 CYCL DEF 7.0 PUNKT ZEROWY
Przesunąć punkt zerowy do centrum elipsy
21 CYCL DEF 7.1 X+Q1
22 CYCL DEF 7.2 Y+Q2
23 CYCL DEF 10.0 OBRÓT
Wyliczyć położenie przy obrocie na płaszczyźnie
24 CYCL DEF 10.1 ROT+Q8
25 Q35 = (Q6 -Q5) / Q7
Obliczyć przyrost (krok) kąta
26 Q36 = Q5
Skopiować kąt startu