2 podstawy o funkcjach toru kształtowego, Programować ruch narzędzia dla obróbki, Podstawy o funkcjach toru kształtowego – HEIDENHAIN TNC 320 (77185x-01) Instrukcja Obsługi
Strona 186
Programowanie: programowanie konturów
6.2
Podstawy o funkcjach toru kształtowego
6
186
TNC 320 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
6.2
Podstawy o funkcjach toru
kształtowego
Programować ruch narzędzia dla obróbki
Podczas zestawiania programu obróbki, programuje się krok po
kroku funkcje toru kształtowego dla pojedyńczych elementów
konturu przedmiotu. W tym celu wprowadza się zazwyczaj
współrzędne punktów końcowych elementów konturu
z
rysunku wymiarowego. Z tych danych o współrzędnych, z danych
o narzędziu i korekcji promienia TNC ustala rzeczywistą drogę
przemieszczenia narzędzia.
TNC przesuwa jednocześnie wszystkie osie maszyny, które zostały
zaprogramowane w zapisie programu o funkcji toru kształtowego.
Ruchy równoległe do osi maszyny
Zapis programu zawiera dane o współrzędnych: TNC przemieszcza
narzędzie równolegle do zaprogramowanych osi maszyny.
W zależności od konstrukcji maszyny, przy skrawaniu porusza
się albo narzędzie albo stół maszyny z zamocowanym na nim
przedmiotem. Przy programowaniu ruchu kształtowego proszę
kierować się zasadą, jakby to narzędzie się poruszało.
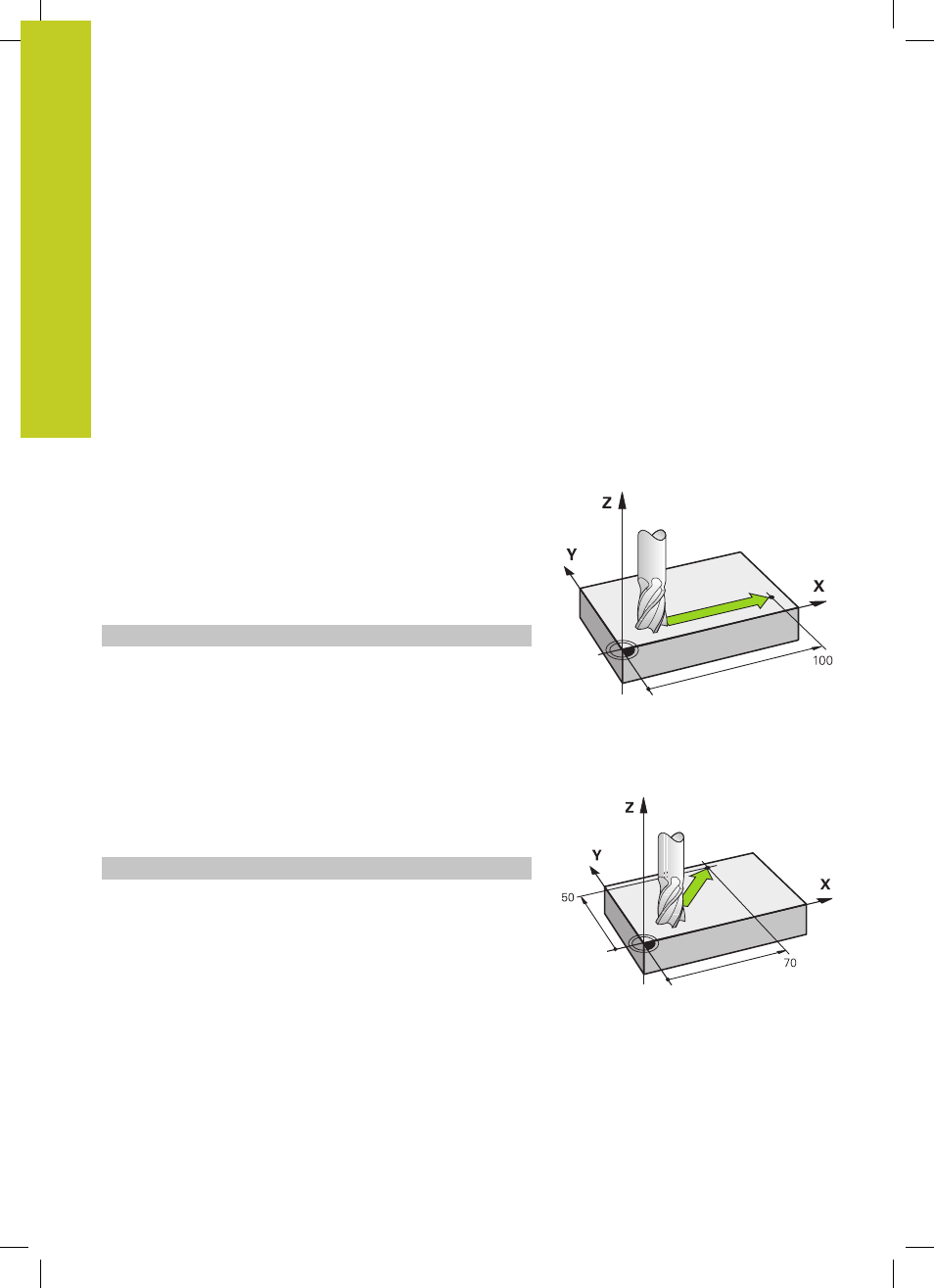
Przykład:
50 L X+100
50
Numer wiersza
L
Funkcja toru kształtowego "Prosta"
X+100
Współrzędne punktu końcowego
Narzędzie zachowuje współrzędne Y i Z i przemieszcza się na
pozycję X=100. Patrz ilustracja.
Ruchy na płaszczyznach głównych
Zapis programu zawiera dwie dane o współrzędnych: TNC
przesuwa narzędzie po zaprogramowanej płaszczyźnie.
Przykład
L X+70 Y+50
Narzędzie zachowuje współrzędną Z i przesuwa się na XY-
płaszczyźnie do pozycji X=70, Y=50. Patrz ilustracja