2 param etry – HEIDENHAIN SW 68894x-03 Instrukcja Obsługi
Strona 565
HEIDENHAIN CNC PILOT 640
565
8.2 Param
etry
Globalne parametry części gotowej
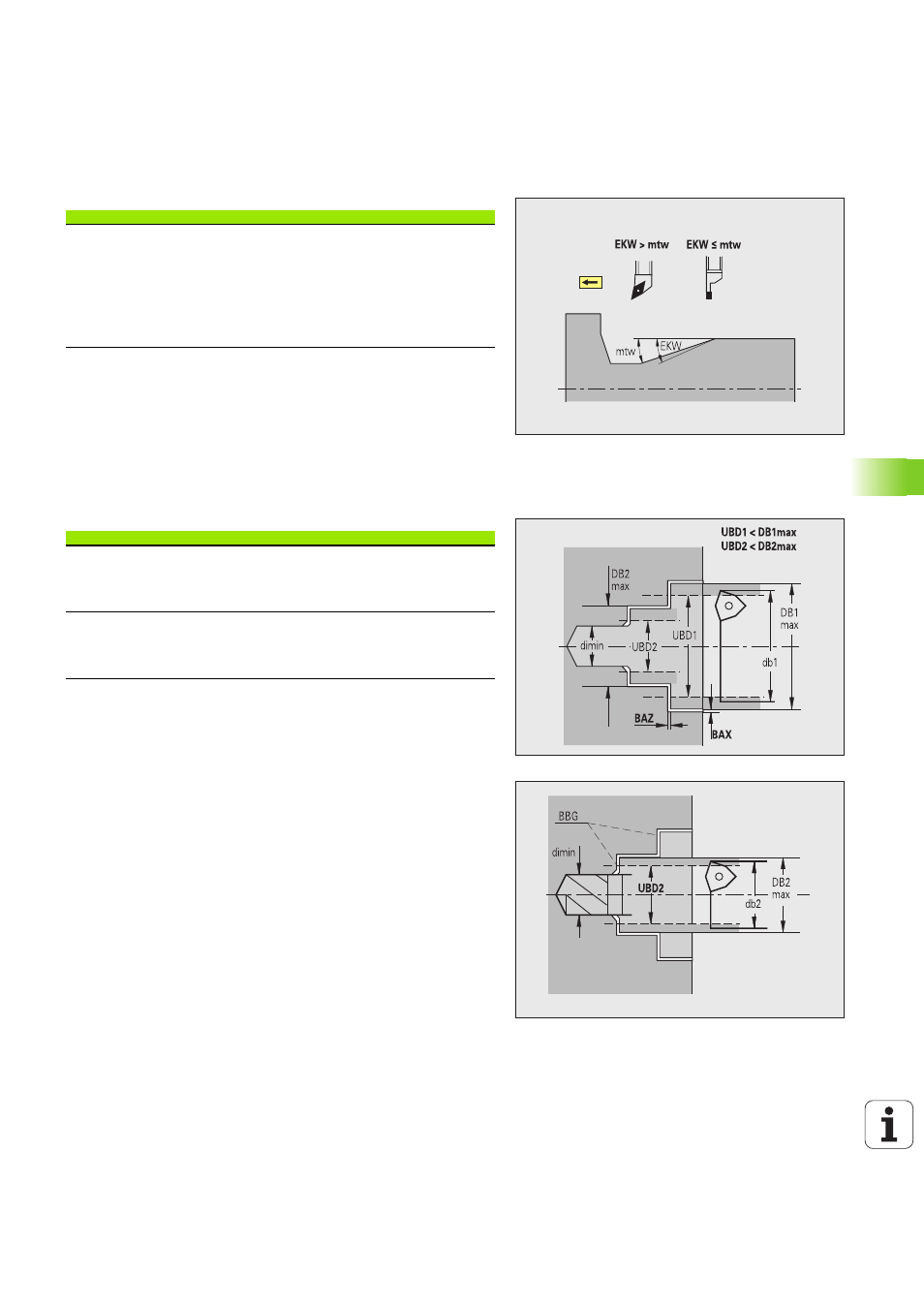
Centryczne wiercenie wstępne
Centryczne wiercenie wstępne – wybór narzędzia
Wiercenie wstępne następuje w maksymalnie 3 etapach:
1. etap wiercenia wstępnego (średnica limitowa UBD1)
2. etap wiercenia wstępnego (średnica limitowa UBD2)
Etap wiercenia na gotowo
Wiercenie na gotowo następuje przy: dimin <= UBD2
Wybór narzędzia: db = dimin
Oznaczenia na rysunkach pomocniczych:
db1, db2: średnica wiertła
DB1max: maksymalna średnica wewnętrzna 1. etapu wiercenia
DB2max: maksymalna średnica wewnętrzna 2. etapu wiercenia
dimin: minimalna średnica wewnętrzna
Globalne parametry części gotowej
Max. kąt powielania do wewnątrz [ EKW]
Kąt graniczny przy zagłębionych obszarach konturu dla
rozróżniania obróbki toczeniem i toczeniem poprzecznym (mtw
= kąt konturu).
EKW \> mtw: dowolne toczenie
EKW <= mtw: niezdefiniowane podcięcie (nie element formy)
Wybór narzędzia
1. średnica limitowa wiercenia [UBD1]
1. etap wiercenia wstępnego: jeśli UBD1 < DB1max
Wybór narzędzia: UBD1 <= db1 <= DB1max
2. średnica limitowa wiercenia [UBD2]
2. etap wiercenia wstępnego: jeśli UBD2 < DB2max
Wybór narzędzia: UBD2<= db2 <= DB2max