Skrawanie, icp-równolegle do konturu plan, 4 cykle skrawania – HEIDENHAIN SW 68894x-03 Instrukcja Obsługi
Strona 194
194
Teach-in-tryb
4.4 Cykle skrawania
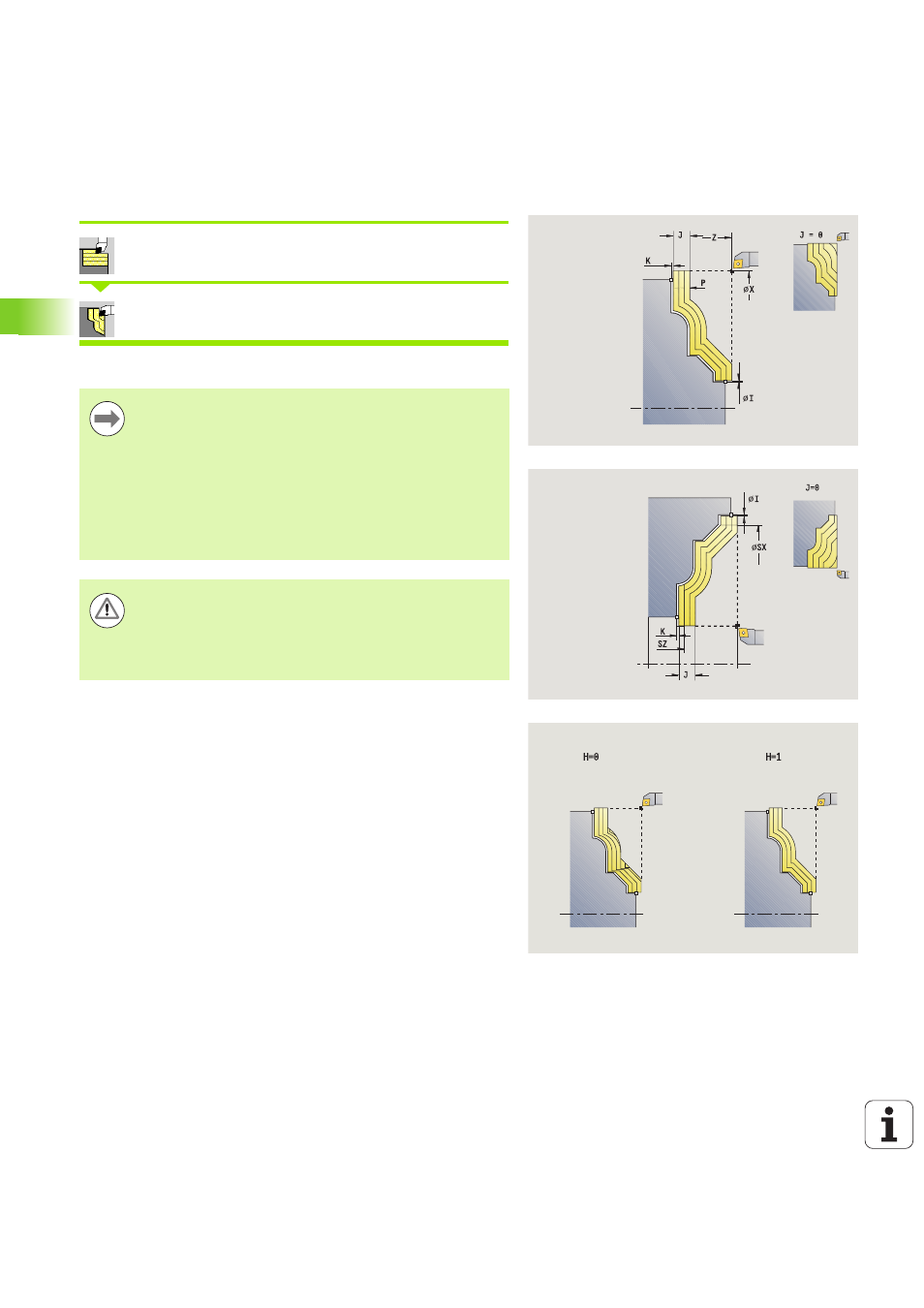
Skrawanie, ICP-równolegle do konturu plan
Cykle skrawania wzdłuż/plan
wybrać
ICP-równolegle do konturu plan
wybrać
Cykl obrabia zgrubnie zdefiniowany fragment równolegle do konturu.
Cykl obrabia zgrubnie równolegle do konturu w
zależności od naddatku półwyrobu J i rodzaju linii
przejść H
:
J=0: opisany przez „X, Z” oraz ICP-kontur obszar przy
uwzględnieniu naddatków.
J\>0: opisany przez kontur ICP (plus naddatki) i
naddatek półwyrobu J
obszar.
Narzędzie wcina się pod maksymalnie możliwym kątem,
reszta materiału pozostaje.
Uwaga niebezpieczeństwo kolizji !
Naddatek półwyrobu J\>0: wykorzystywać jako głębokość
wcięcia P
mniejsze wcięcie, jeśli ze względu na geometrię
ostrzy maksymalne wcięcie w kierunku wzdłużnym różni się
od wcięcia w kierunku planowym.
Parametry cyklu
X, Z
Punkt startu
FK
ICP-część gotowa: nazwa obrabianego konturu
P
Głębokość wcięcia – głębokość wcięcia jest zależna od „J“
J=0: P jest maksymalną głębokością wcięcia. Cykl
redukuje głębokość wcięcia, jeśli zaprogramowane
wcięcie nie jest możliwe ze względu na geometrę ostrzy
w kierunku planowym lub wzdłużnym.
J\>0: P jest głębokością wcięcia. To wcięcie w materiał
zostanie wykorzystane w kierunku planowym i
wzdłużnym.
H
Rodzaj linii przejść – cykl skrawa
0: ze stałą głębokością skrawania
1: z równoodległymi liniami przejść
I, K
Naddatek X, Z
J
Naddatek półwyrobu – cykl skrawa
J=0: od pozycji narzędzia
J\>0: obszar opisany przy użyciu naddatku półwyrobu
HR
Określić główny kierunek obróbki
SX, SZ
Ograniczenie skrawania (patrz strona 140)