Podcięcie din 509 e, 6 cykle gwintowania i podcinania – HEIDENHAIN SW 68894x-03 Instrukcja Obsługi
Strona 293
HEIDENHAIN CNC PILOT 640
293
4.6 Cykle gwintowania i podcinania
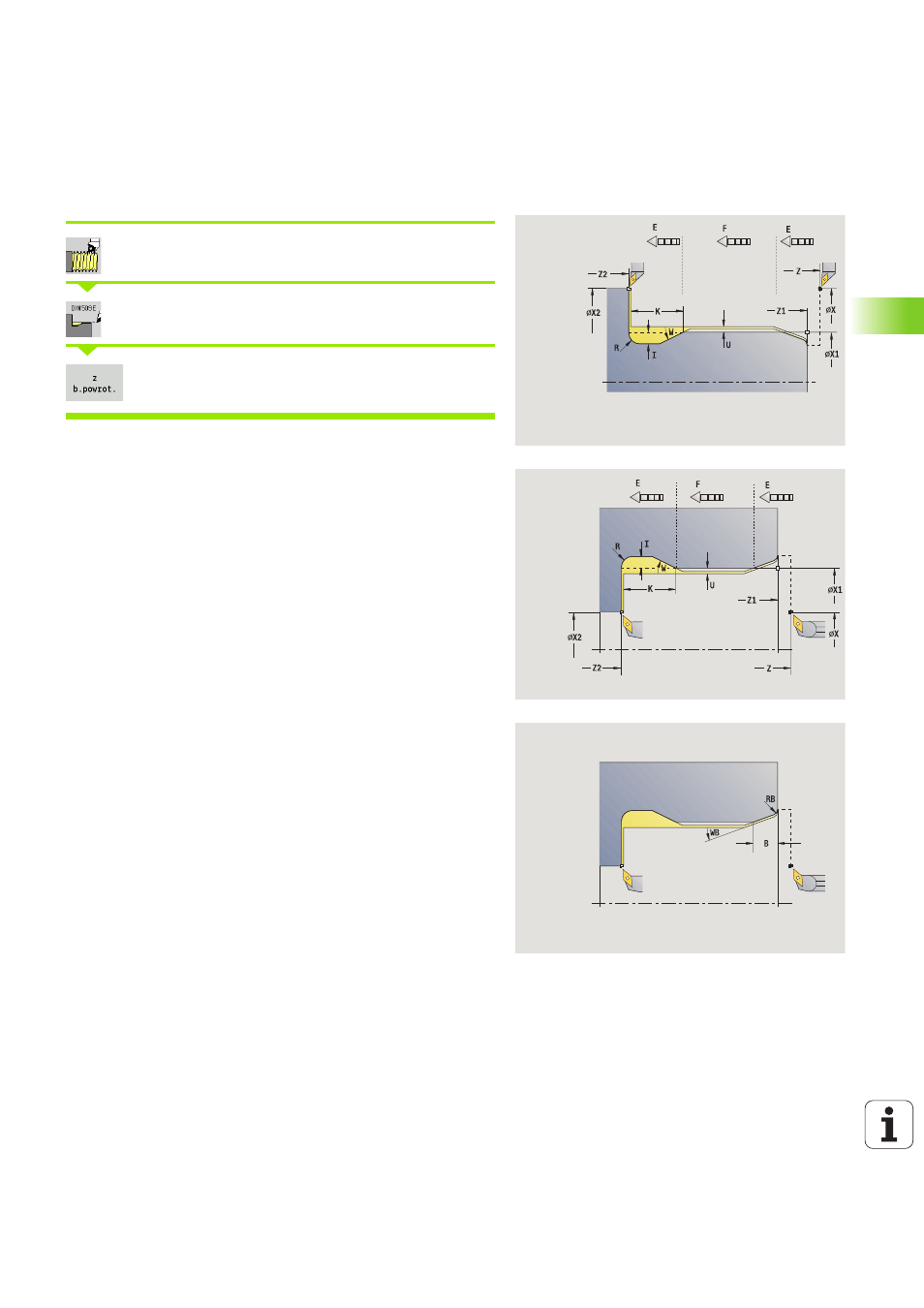
Podcięcie DIN 509 E
Nacinanie gwintu
wybrać
Podcięcie DIN 509 E wybrać
Off: narzędzie zatrzymuje się na końcu cyklu
On: narzędzie powraca do punktu startu
Cykl wytwarza podcięcie DIN 509 formy E, nacięcie wstępne cylindra,
cylinder i przylegającą powierzchnię planową. Dla tego obszaru
cylindra można zdefiniować naddatek na szlifowanie. Nacięcie
cylindra zostaje wykonane, jeśli zostanie podana długość nacięcia
cylindra
lub promień nacięcia .
Parametry cyklu
X, Z
Punkt startu
X1, Z1
Punkt startu cylinder
X2, Z2
punkt koőcowy powierzchnia planowa
U
Naddatek na szlifowanie dla obszaru cylindra (default: 0)
E
Zredukowany posuw dla wcięcia i dla nacinania cylindra
(default: posuw F)
I
Głębokość podcięcia (default: tabela norm)
K
Długość podcięcia (default: tabela norm)
W
Kąt podcięcia (default: tabela norm)
R
Promień podcięcia po obydwu stronach podcięcia
(standard: tabela norm)
G14
Punkt zmiany narzędzia (patrz strona 140)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
B
Długość nacięcia cylindra (default: brak nacięcia gwintu)
WB
Kąt nacinania (default: 45 °)
RB
Promień nacięcia (default: brak zapisu = brak elementu):
dodatnia wartość = promień nacięcia, ujemna wartość =
fazka
G47
Odstęp bezpieczeństwa (patrz strona 140) –
wykorzystywany tylko przy „z biegiem powrotnym“
MT
M po T: M-funkcja, wykonywana po wywołaniu narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.