6 cykle gwintowania i podcinania – HEIDENHAIN SW 68894x-03 Instrukcja Obsługi
Strona 276
276
Teach-in-tryb
4.6 Cykle gwintowania i podcinania
Rodzaj obróbki dla dostępu do bazy danych: wytaczanie gwintu
Wykonanie cyklu
1 oblicza rozdzielenie skrawania
2 startuje do pierwszego przejściaod punktu startu Z
3 przemieszcza się z posuwem do punktu końcowego Z2
4 powraca równolegle do osi i dosuwa się dla następnego przejścia
5 powtarza 3...4, aż głębokość gwintu U zostanie osiągnięta
6 przejazd odpowiednio do nastawienia G14 na punkt zmiany
narzędzia
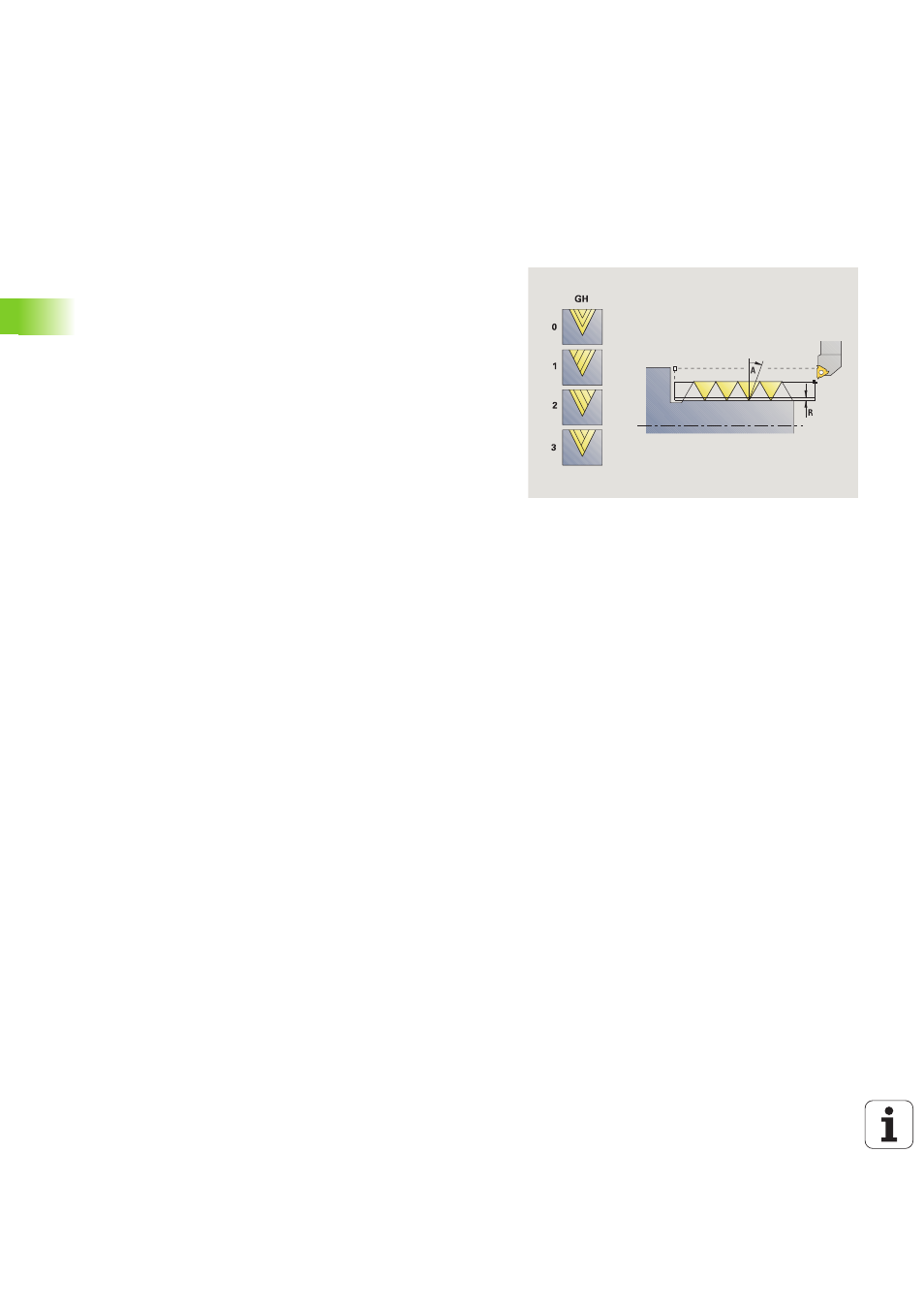
GH
Rodzaj offsetu
0: bez offsetu
1: z lewej
2: z prawej
3: przemiennie z lewej/z prawej
A
Kąt wcięcia (zakres: –60°< A <60°; default: 30°)
A<0: dosuw od lewego boku zarysu gwintu
A\>0: dosuw od prawego boku zarysu gwintu
R
Głębokość pozostałego przejścia - tylko dla GV=4 (default:
1/100 mm),
IC
Liczba przejść - wcięcie zostaje obliczone z IC i U.
Użyteczny w przypadku:
GV=0: stały przekrój wióra
GV=1: stałe wcięcie
MT
M po T: M-funkcja, wykonywana po wywołaniu narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.
MFE
M na końcu: funkcja M, wykonywana na końcu etapu
obróbki.
WP
Wskazanie, z jakim wrzecionem przedmiotowym zostaje
odpracowany cykl (zależn od maszyny)
Napęd główny
Przeciwwrzeciono dla obróbki strony tylnej