Icp-toczenie poprzeczne na gotowo radialnie, Patrz także „icp-toczenie poprzeczne na gotowo, Radialnie” na stronie 258) – HEIDENHAIN SW 68894x-03 Instrukcja Obsługi
Strona 258: 5 cykle toczenia poprzecznego
258
Teach-in-tryb
4.5 Cykle toczenia poprzecznego
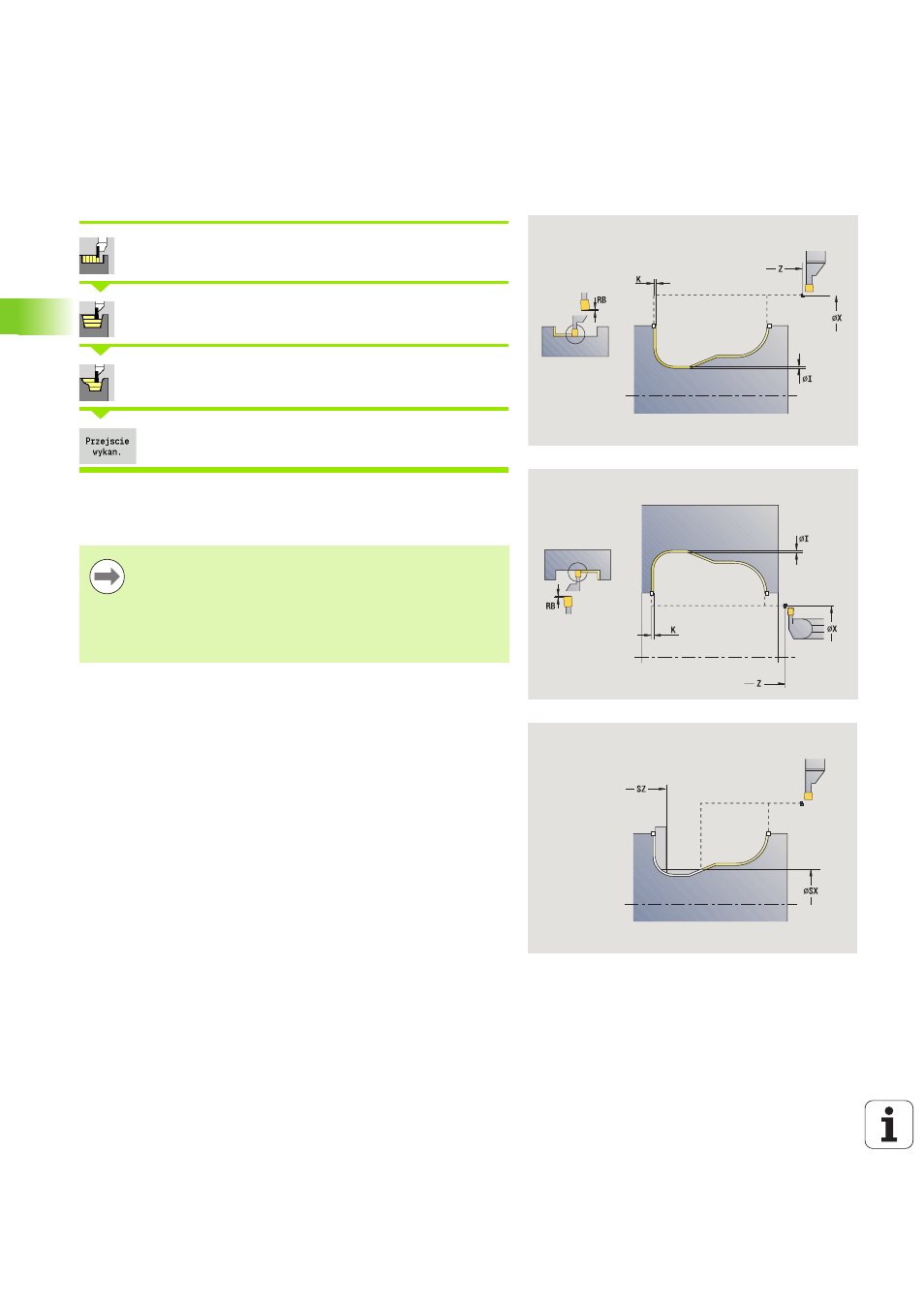
ICP-toczenie poprzeczne na gotowo radialnie
Cykle toczenia poprzecznego
wybrać
Toczenie poprzeczne
wybrać
Toczenie poprzeczne radialnie ICP
wybrać
Softkey Przejście wykończeniowe włączyć
Cykl obrabia na gotowo opisany w ICP-konturze fragment konturu
(patrz także “Toczenie poprzeczne” na stronie 238). Narzędzie
przemieszcza się na końcu cyklu do punktu startu.
Naddatki półwyrobu I, K
definiują materiał, skrawany przy
cyklu obróbki na gotowo. Dlatego też należy koniecznie
podać naddatki przy obróbce wykańczającej toczenia
poprzecznego.
Naddatki I, K
definiują materiał, który pozostaje po cyklu
obróbki wykańczającej.
Parametry cyklu
X, Z
Punkt startu
FK
ICP-część gotowa: nazwa obrabianego konturu
RB
Korekcja głębokości toczenia
I, K
Naddatek X, Z
RI, RK
Naddatek półwyrobu w X i Z
SX, SZ
Ograniczenie skrawania (patrz strona 140)
G14
Punkt zmiany narzędzia (patrz strona 140)
A
Kąt początkowy definiuje zakres obróbki w punkcie
początkowym konturu
W
Kąt końcowy definiuje zakres obróbki w punkcie
końcowym konturu
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
G47
Odstęp bezpieczeństwa (patrz strona 140)
MT
M po T: M-funkcja, wykonywana po wywołaniu narzędzia T.