Aluminium, Plazma powietrzna / osłona powietrzna cięcie 45 a – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 99
OBSŁUGA
4-20
HySpeed HSD130 RHF Instrukcja obsługi
220532
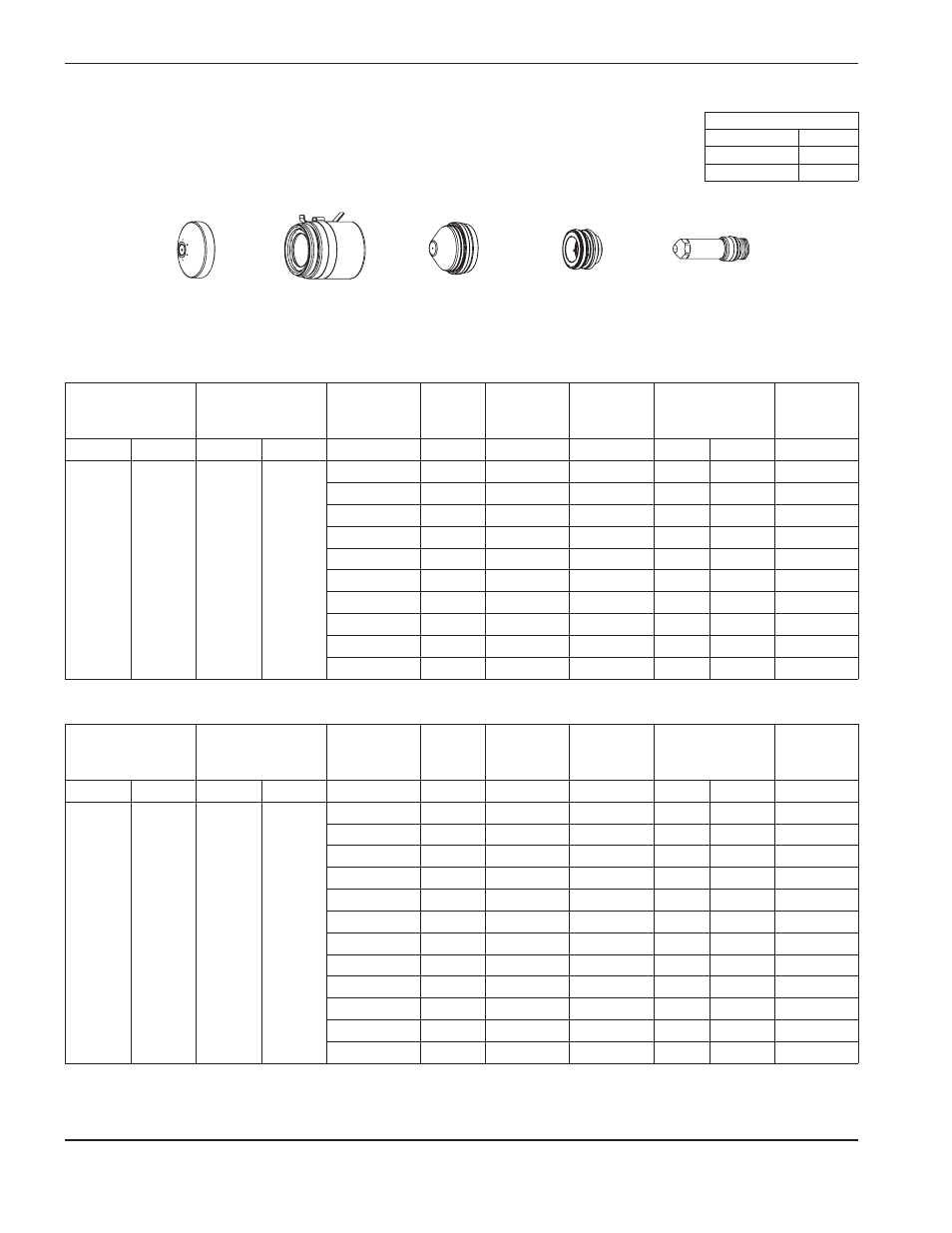
220525
220529
220528
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ
149 / 315
Przepływ cięcia
161 / 342
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
cale
wolty
cale
ipm
cale
współczynnik %
sekundy
Powietrze Powietrze
62
73
0.016
113
0.060
310
0.120
200
0.0
0.020
114
0.060
300
0.120
200
0.0
0.025
115
0.060
290
0.120
200
0.0
0.032
116
0.060
270
0.120
200
0.1
0.040
117
0.070
250
0.140
200
0.1
0.051
118
0.070
220
0.140
200
0.2
0.064
119
0.070
185
0.140
200
0.2
0.081
120
0.080
150
0.160
200
0.2
0.102
120
0.080
110
0.160
200
0.3
1/8
121
0.080
90
0.160
200
0.3
3/16
122
0.090
65
0.180
200
0.4
1/4
130
0.100
40
0.200
200
0.5
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
Powietrze Powietrze
62
73
0,5
113
1,5
7600
3,0
200
0,0
0,8
116
1,5
6900
3,0
200
0,1
1,0
117
1,8
6350
3,6
200
0,1
1,2
118
1,8
5800
3,6
200
0,2
1,5
119
1,8
5000
3,6
200
0,2
2,0
120
2,0
3950
4,0
200
0,2
2,5
120
2,0
2950
4,0
200
0,3
3,0
121
2,0
2400
4,0
200
0,3
4,0
122
2,3
1950
4,6
200
0,4
6,0
130
2,5
1150
5,0
200
0,5
Aluminium
Plazma powietrzna / osłona powietrzna
Cięcie 45 A