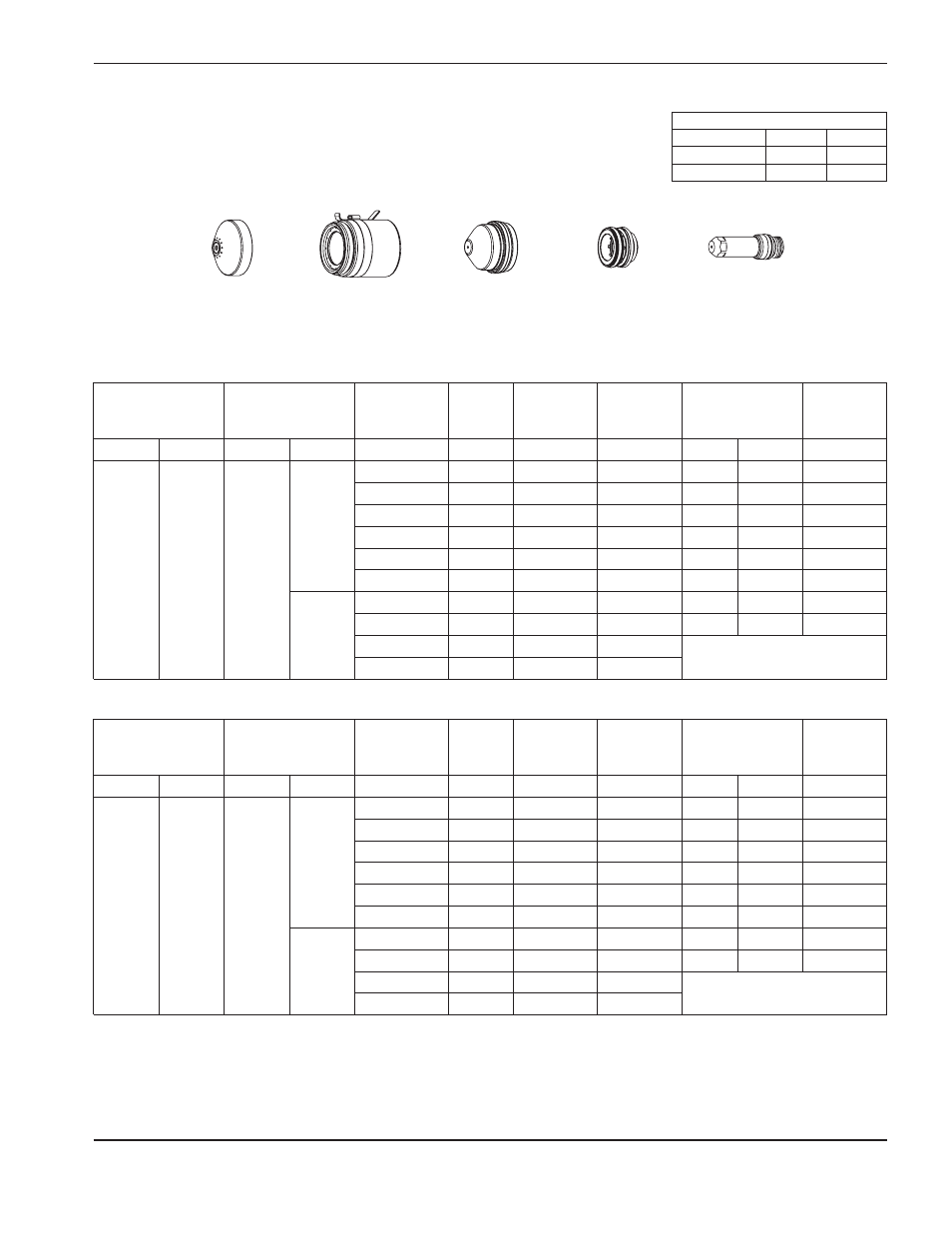
Stal miękka, Plazma o, Osłona powietrzna cięcie 130 a – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 92
OBSŁUGA
HySpeed HSD130 RHF Instrukcja obsługi
4-13
220491
220489
220488
220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
O
2
Powietrze
Wstępny przepływ
0 / 0
90 / 190
Przepływ cięcia
48 / 102
92 / 195
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
cale
wolty
cale
ipm
cale
współczynnik %
sekundy
O
2
Powietrze
65
48
0.1350
128
0.100
240
0.2
200
0.1
0.1875
129
0.110
190
0.22
200
0.2
0.2500
130
0.110
150
0.22
200
0.3
0.3750
134
0.120
110
0.24
200
0.3
0.5000
136
0.120
80
0.24
200
0.5
0.6250
141
0.150
60
0.3
200
0.7
43
0.7500
142
0.150
50
0.3
200
1
1
152
0.160
25
0.32
200
1.5
1-1/4
155
0.180
20
Rozpoczęcie cięcia na krawędzi
1-1/2
160
0.180
12
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
O
2
Powietrze
65
48
3
128
2,5
6500
5
200
0,1
4
129
2,8
5420
5,6
200
0,2
6
130
2,8
4000
5,6
200
0,3
10
134
3,0
2650
6
200
0,3
12
136
3,0
2200
6
200
0,5
15
141
3,8
1650
7,6
200
0,7
43
20
142
3,8
1130
7,6
200
1
25
152
4,0
675
8
200
1,5
32
155
4,5
480
Rozpoczęcie cięcia na krawędzi
38
160
4,5
305
Stal miękka
Plazma O
2
/ osłona powietrzna
Cięcie 130 A