Aluminium, Plazma powietrzna / osłona powietrzna cięcie 130 a – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 100
OBSŁUGA
HySpeed HSD130 RHF Instrukcja obsługi
4-21
220536
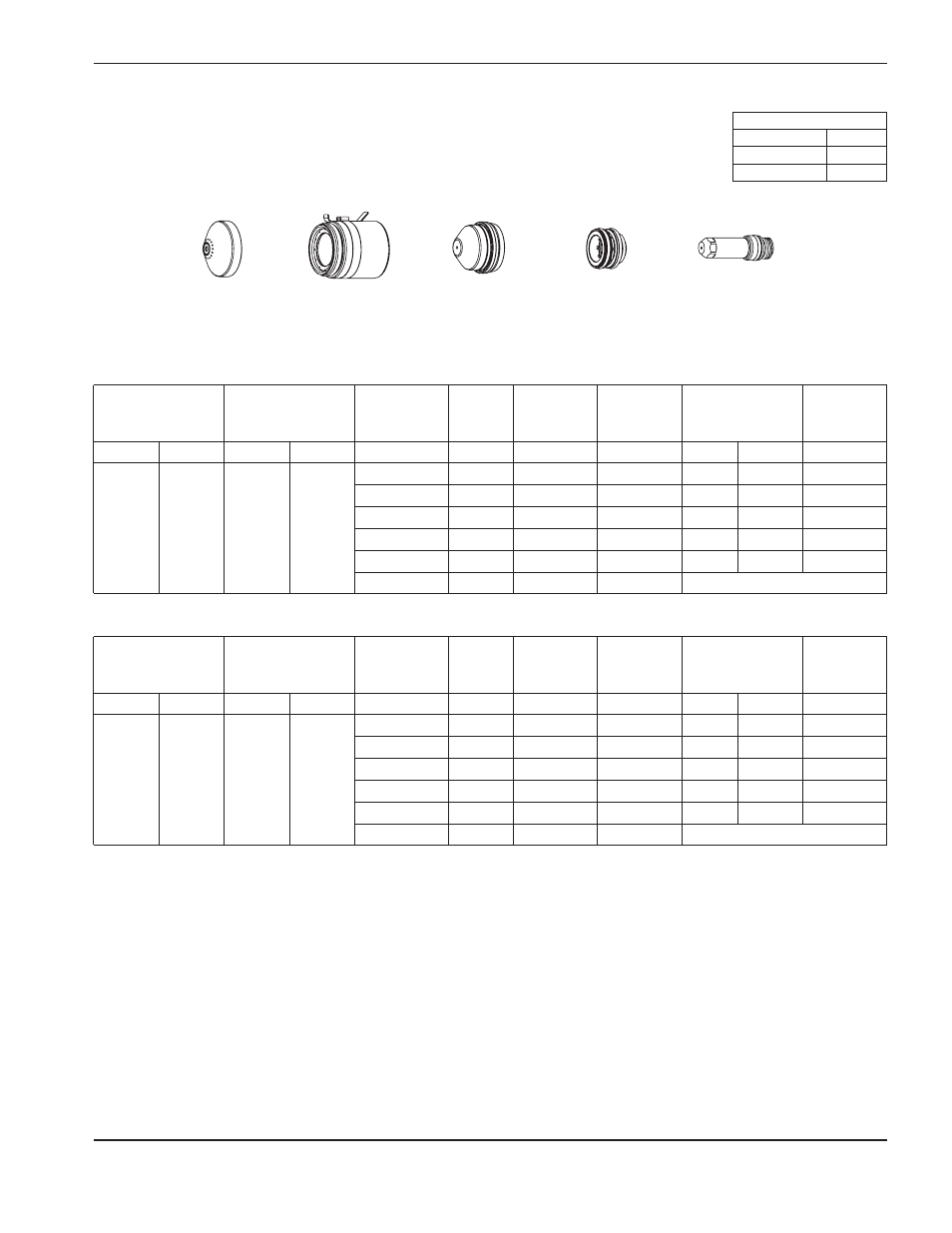
220492
220488
220487
220578
220490 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
Powietrze
Wstępny przepływ
67 / 142
Przepływ cięcia
132 / 280
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
cale
wolty
cale
ipm
cale
współczynnik %
sekundy
Powietrze Powietrze
72
35
1/4
147
0.110
90
0.220
200
0.2
3/8
148
0.120
60
0.240
200
0.3
1/2
152
0.120
45
0.240
200
0.5
5/8
162
0.130
40
0.260
200
0.8
3/4
166
0.140
30
0.310
220
1.3
1
173
0.160
20
Rozpoczęcie cięcia na krawędzi
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
Powietrze Powietrze
72
35
6
147
2,8
2370
5,6
200
0,2
10
148
3,0
1465
6,1
200
0,3
12
152
3,0
1225
6,1
200
0,5
15
162
3,3
1050
6,6
200
0,8
20
166
3,6
725
7,8
220
1,3
25
173
4,1
525
Rozpoczęcie cięcia na krawędzi
Aluminium
Plazma powietrzna / osłona powietrzna
Cięcie 130 A