Stal nierdzewna, Plazma f5 / osłona n, Cięcie 45 a – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 95
OBSŁUGA
4-16
HySpeed HSD130 RHF Instrukcja obsługi
220532
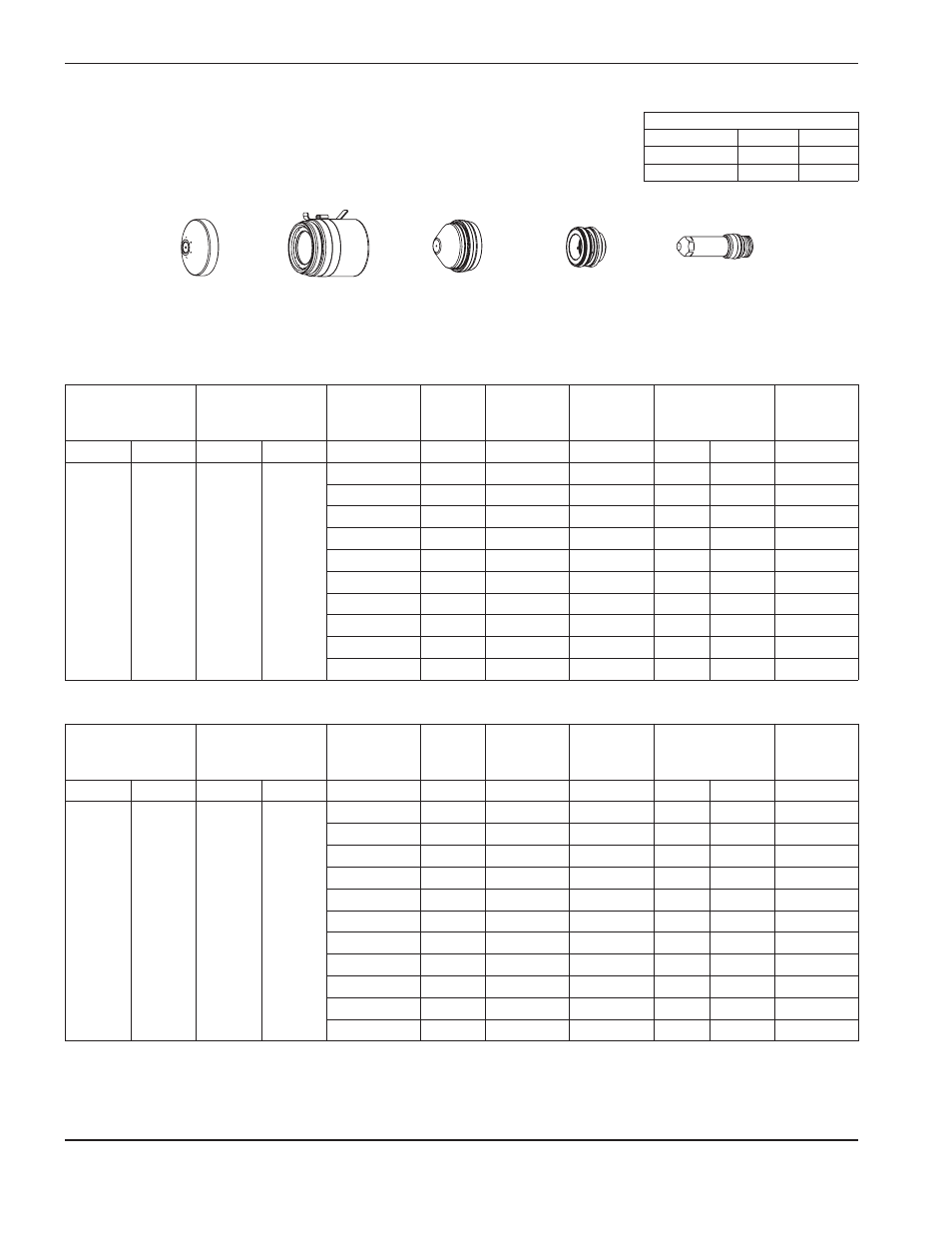
220525
220529
220528
220534
220533 (brak etykietki IHS –
systemu pomiaru
początkowego odsunięcia)
Poziom przepływu – l/min
F5
N
2
Wstępny przepływ
0 / 0
162 / 344
Przepływ cięcia
32 / 67
147 / 311
System metryczny
System angielski
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
cale
wolty
cale
ipm
cale
współczynnik %
sekundy
F5
N
2
82
82
0.018
122
0.090
280
0.180
200
0.0
0.024
123
0.090
270
0.180
200
0.0
0.030
124
0.090
260
0.180
200
0.0
0.036
125
0.090
240
0.180
200
0.1
0.048
128
0.100
210
0.200
200
0.1
0.060
129
0.100
180
0.200
200
0.2
0.075
132
0.110
130
0.220
200
0.2
0.105
137
0.120
115
0.240
200
0.2
0.135
138
0.120
100
0.240
200
0.3
3/16
140
0.130
80
0.260
200
0.4
1/4
148
0.140
45
0.280
200
0.6
Wybrane
gazy
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość
początkowa
przebijania
Czas
opóźnienia
przebijania
Plazma
Osłona
Plazma
Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
F5
N
2
82
82
0,5
122
2,3
7000
4,6
200
0,0
0,8
124
2,3
6500
4,6
200
0,0
1,0
125
2,3
5875
4,6
200
0,1
1,2
128
2,5
5360
5,0
200
0,1
1,5
129
2,5
4650
5,0
200
0,2
2,0
132
2,8
3200
5,6
200
0,2
2,5
137
3,0
2975
6,0
200
0,2
3,0
138
3,0
2740
6,0
200
0,3
4,0
140
3,3
2350
6,6
200
0,4
6,0
148
3,6
1325
7,2
200
0,6
Stal nierdzewna
Plazma F5 / osłona N
2
Cięcie 45 A