Wykresy cięcia -9, Szacowana kompensacja szerokości szczeliny -9, Wykresy cięcia – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 88
OBSŁUGA
HySpeed HSD130 RHF Instrukcja obsługi
4-9
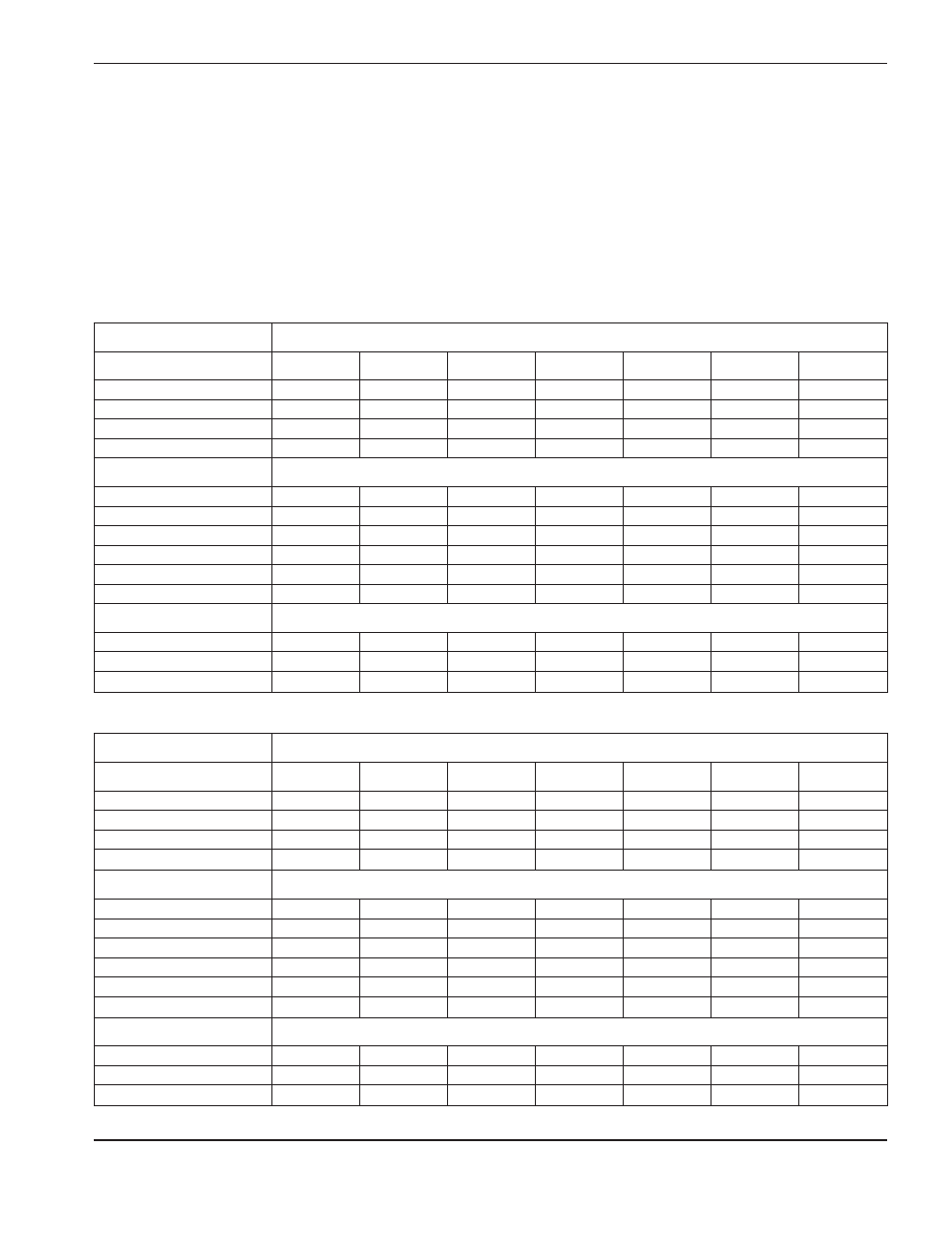
Wykresy cięcia
Poniższe wykresy cięcia przedstawiają materiały eksploatacyjne, prędkości cięcia oraz ustawienia gazu i palnika
wymagane dla każdego procesu.
Wartości przedstawione na wykresach cięcia są wartościami zalecanymi do osiągnięcia wysokiej jakości cięcia i
minimalnej ilości żużlu. Ze względu na różnice między instalacjami i kompozycjami materiału, może zajść konieczność
regulacji w celu osiągnięcia oczekiwanych wyników.
Grubość materiału (palce)
Stal miękka
0.06
0.135
0.25
0.375
0.5
0.75
1
130 O2/Powietrze
0.061
0.07
0.078
0.088
0.092
0.121
130 Powietrze/Powietrze
0.053
0.062
0.074
0.082
0.107
0.128
50 O2/Powietrze
0.041
0.046
0.058
45 Powietrze/Powietrze
0.032
0.050
0.056
Stal nierdzewna
130 Powietrze/Powietrze
0.065
0.076
0.084
0.109
130 N2/N2
0.065
0.065
0.100
0.139
130 H35/N2
0.113
0.109
0.102
0.116
45 Powietrze/Powietrze
0.032
0.044
0.050
45 N2/N2
0.021
0.026
0.026
45 F5/N2
0.024
0.025
0.032
Aluminium
130 Powietrze/Powietrze
0.082
0.076
0.085
0.106
0.111
130 H35/N2
0.088
0.086
0.079
0.046
45 Powietrze/Powietrze
0.046
0.047
0.048
Szacowana kompensacja szerokości szczeliny
Grubość materiału (mm)
Stal miękka
1,524
3,429
6,350
9,525
12,70
19,05
25,40
130 O2/Powietrze
1,549
1,778
1,981
2,235
2,336
3,073
130 Powietrze/Powietrze
1,346
1,574
1,879
2,082
2,717
3,251
50 O2/Powietrze
1,041
1,168
1,473
45 Powietrze/Powietrze
0,812
1,270
1,422
Stal nierdzewna
130 Powietrze/Powietrze
1,651
1,930
2,133
2,768
130 N2/N2
1,651
1,651
2,540
3,530
130 H35/N2
2,870
2,768
2,590
2,946
45 Powietrze/Powietrze
0,812
1,117
1,270
45 N2/N2
0,533
0,660
0,660
45 F5/N2
0,609
0,635
0,812
Aluminium
130 Powietrze/Powietrze
2,082
1,930
2,159
2,692
2,819
130 H35/N2
2,235
2,184
2,006
1,168
45 Powietrze/Powietrze
1,168
1,193
1,219