Rozwiązywanie problemów z kodami błędów (2 z 8) -8 – Hypertherm HSD130 Remote High Frequency Console Instrukcja Obsługi
Strona 118
KONSERWACJA
5-8
HySpeed HSD130 RHF Instrukcja obsługi
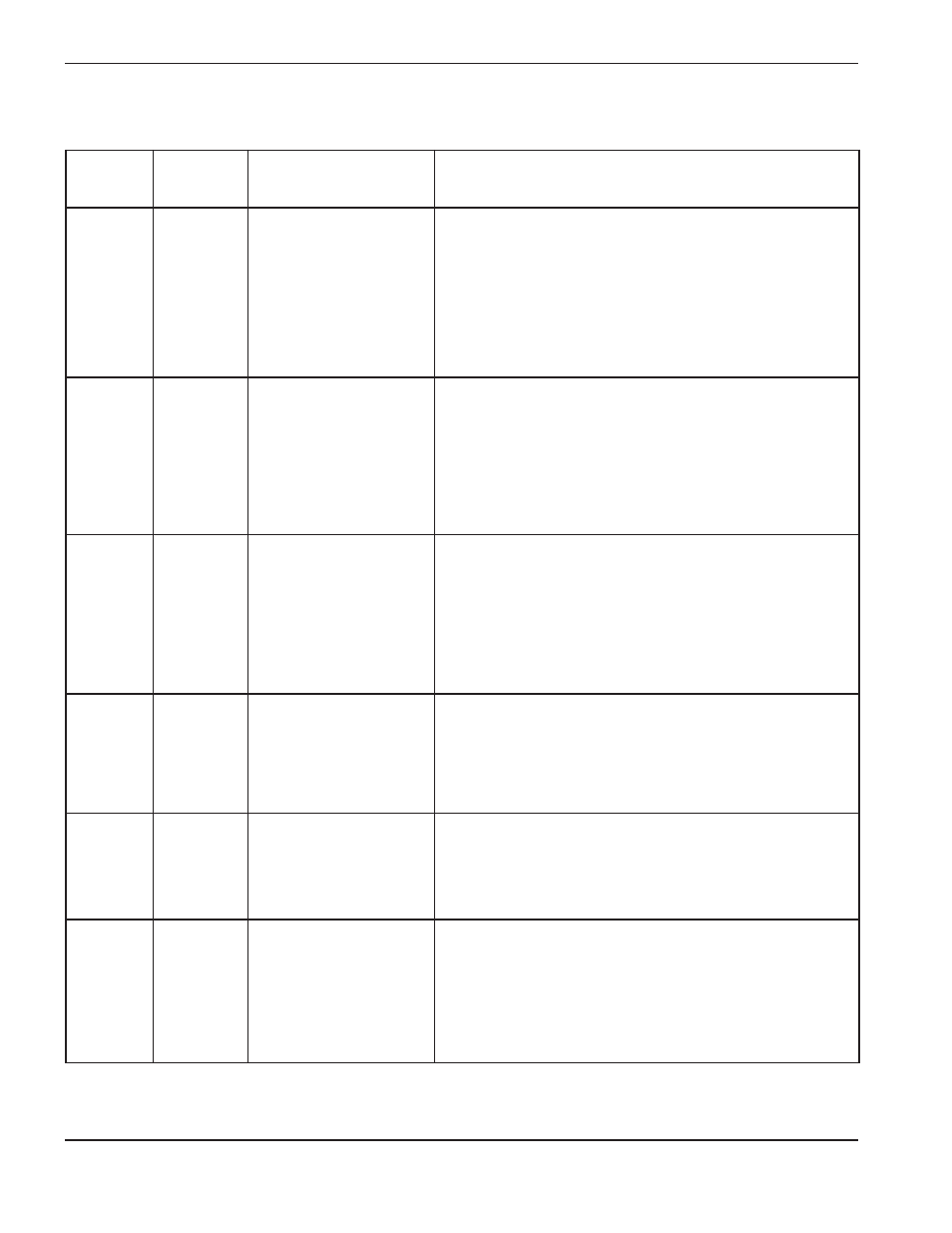
Rozwiązywanie problemów z kodami błędów (2 z 8)
Numer
kodu błędu
Nazwa
Opis
Czynność naprawcza
026
Utrata
transferu
Zanik sygnału transferu po
transferze. Sygnał poniżej
3,5 A.
1. Sprawdź, czy materiały eksploatacyjne są w dobrym stanie.
2. Zweryfikuj poprawność nastaw gazu.
3. Sprawdź czas opóźnienia przebicia.
4. Sprawdź, czy podczas cięcia łuk nie stracił kontaktu z płytą
(wycinanie otworów, wycinanie skrawków itp.).
5. Dokonaj przeglądu przewodu roboczego pod względem uszkodzeń
lub luźnych połączeń.
6. Spróbuj podłączyć przewód roboczy bezpośrednio do płyty.
7. Wykonaj test przerywacza (patrz część Konserwacja).
027
Utrata fazy
Brak równowagi fazy do
przerywacza po załączeniu
stycznika lub podczas cięcia.
1. Sprawdź napięcie międzyfazowe na zasilaczu.
2. Odłącz napięcie od zasilacza, usuń obudowę stycznika i sprawdź
styki pod względem nadmiernego zużycia.
3. Dokonaj przeglądu przewodu zasilającego, stycznika i wejścia
przerywacza pod względem luźnych połączeń.
4. Sprawdź bezpieczniki straty fazy na tablicy rozdzielczej zasilania
(PCB3). Jeżeli bezpieczniki są przepalone, wymień tablicę.
5. Wykonaj test utraty fazy (patrz część Konserwacja).
031
Utrata startu
Sygnał startowy został
odebrany, a następnie
zgubiony przed
ustanowieniem łuku.
1. Jeżeli do zapewnienia sygnału startowego do HSD używany jest
przekaźnik mechaniczny, to po aktywacji albo odbija się, albo nie
tworzy poprawnego styku. Wymień przekaźnik.
2. Dokonaj przeglądu kabla interfejsu pod względem uszkodzeń,
pofałdowań powodujących błędy lub słabych połączeń
elektrycznych.
3. Jeżeli kabel interfejsu jest dobry i przekaźnik nie zadaje wejścia
startowego, sterownik CNC gubi sygnał startowy przed
ustanowieniem stabilnego łuku.
032
Upłynął
dopuszczalny
czas
wstrzymania
Wstrzymanie sygnału było
aktywne dłużej niż 60 sekund.
1. Sprawdź kabel interfejsu pod względem uszkodzeń. Przewody
wstrzymujące mogły ulec wewnętrznemu zwarciu.
2. Sterownik CNC obsługuje to wejście; mógł on oczekiwać na pełne
wejście IHS od innego palnika.
3. Jeżeli kabel interfejsu CNC jest dobry i jest to system
jednopalnikowy, wymień PCB4.
035
Zbyt niskie
ciśnienie
przepływu
wstępnego
Ciśnienie gazu przepływu
wstępnego jest poniżej dolnej
granicy 0,4 bara.
1. Przesuń przełącznik wyboru w pozycję SET. Trzycyfrowy wyświetlacz
LED wskaże ciśnienie źródla gazu wstępnego przepływu. Ciśnienie
powinno wynosić pomiędzy 6,2 a 8,3 bara.
2. Upewnij się, że zawór Burkerta działa prawidłowo.
042
Błąd
przedmuchiwa
nia azotem
Za niskie, lub zerowe
ciśnienie azotu podczas
przedmuchiwania.
Przedmuchiwanie występuje
przy przełączaniu z procesu
wykorzystującego gaz palny
na proces używający tlenu,
lub powietrza.
1. Upewnij się, że zawór odcinający dopływ azotu jest otwarty oraz
sprawdź ciśnienie i zawartość gazu w zbiornikach zasilających.
2. Upewnij się, że reduktor jest ustawiony na 7,2 bara). Zobacz
Nastawianie reduktorów źródeł gazu (w części Instalacja).