Definiowanie półwyrobu, Programowanie pierwszego przedmiotu 1.3 – HEIDENHAIN TNC 640 (34059x-04) ISO programming Instrukcja Obsługi
Strona 53
Programowanie pierwszego przedmiotu
1.3
1
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
53
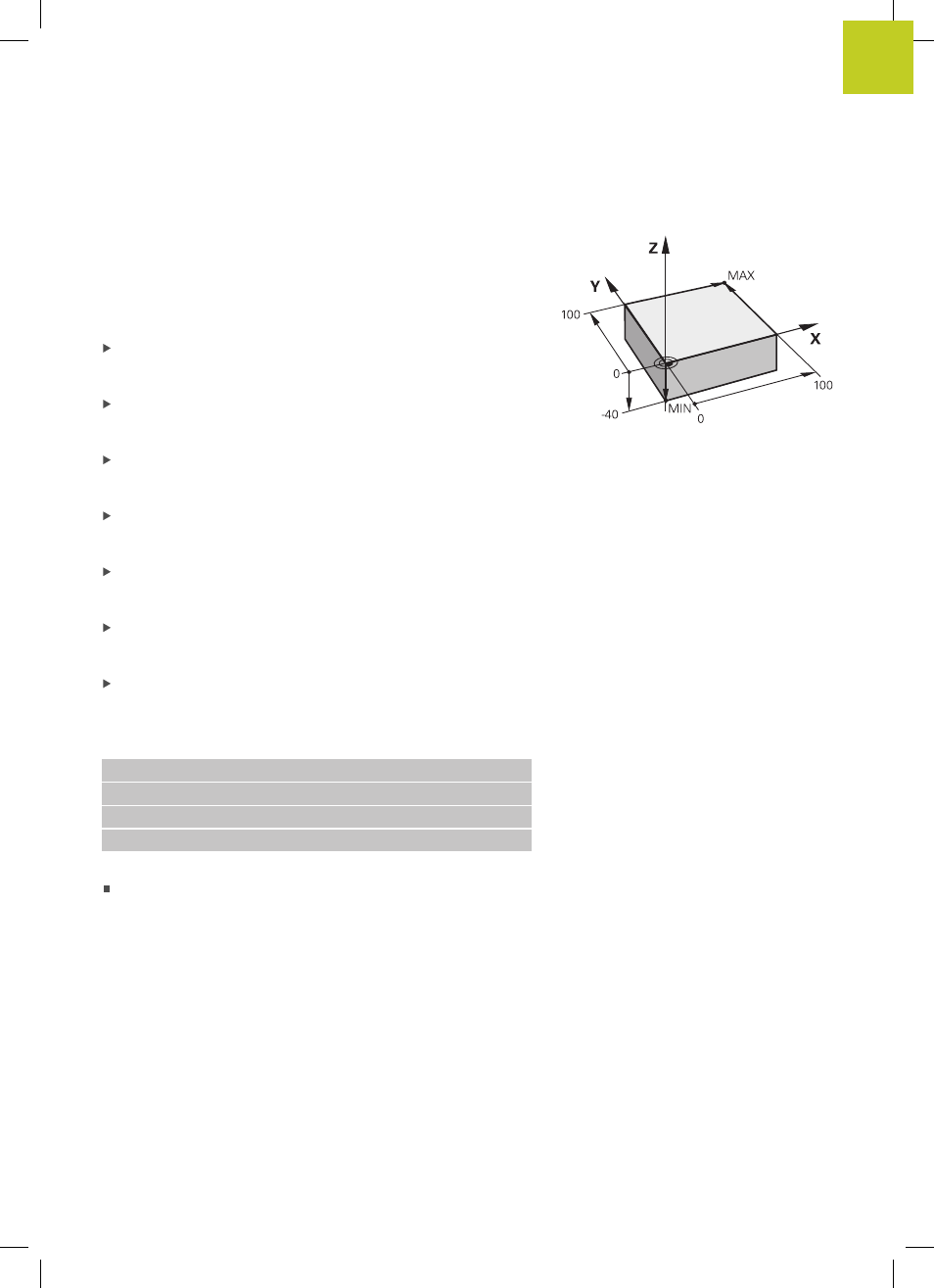
Definiowanie półwyrobu
Po otwarciu nowego programu można definiować półwyrób.
Prostopadłościan na przykład definiujemy poprzez podanie punktu
MIN i MAX, odpowiednio do wybranego punktu odniesienia.
Po wybraniu z softkey wymaganej formy półwyrobu TNC
rozpoczyna automatycznie definicję półwyrobu i zapytuje o
konieczne dane półwyrobu:
Oś wrzeciona Z - płaszczyzna XY
: zapisać aktywną oś
wrzeciona. G17 jest ustawieniem wstępnym, klawiszem ENT
przejąć
Definicja półwyrobu: minimum X
: zapisać najmniejszą
X-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. 0, klawiszem ENT potwierdzić
Definicja półwyrobu: minimum Y
: zapisać najmniejszą
Y-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. 0, klawiszem ENT potwierdzić
Definicja półwyrobu: minimum Z
: zapisać najmniejszą
Z-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. -40, klawiszem ENT potwierdzić
Definicja półwyrobu: maximum X
: zapisać największą
X-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. 100, klawiszem ENT potwierdzić
Definicja półwyrobu: maximum Y
: zapisać największą
Y-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. 100, klawiszem ENT potwierdzić
Definicja półwyrobu: maximum Z
: zapisać największą
Z-współrzędną półwyrobu w odniesieniu do punktu bazowego,
np. 0, klawiszem ENT potwierdzić: TNC zamyka dialog
NC-wiersze przykładowe
%NOWY G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 X+100 Y+100 Z+0 *
N99999999 %NOWY G71 *
Szczegółowe informacje na ten temat