HEIDENHAIN TNC 640 (34059x-04) ISO programming Instrukcja Obsługi
Strona 409
Funkcja PLANE: nachylenie płaszczyzny obróbki (opcja software 1) 12.2
12
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
409
Przykład dla maszyny ze stołem obrotowym C i stołem
nachylnym A. Zaprogramowana funkcja: PLANE SPATIAL SPA+0
SPB+45 SPC+0
Wyłącznik końcowy
Pozycja startu
SEQ
Wynik ustawienia osi
Brak
A+0, C+0
nie zaprog.
A+45, C+90
Brak
A+0, C+0
+
A+45, C+90
Brak
A+0, C+0
–
A–45, C–90
Brak
A+0, C–105
nie zaprog.
A–45, C–90
Brak
A+0, C-105
+
A+45, C+90
Brak
A+0, C-105
–
A–45, C–90
–90 < A < +10
A+0, C+0
nie zaprog.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Komunikat o błędach
Brak
A+0, C-135
+
A+45, C+90
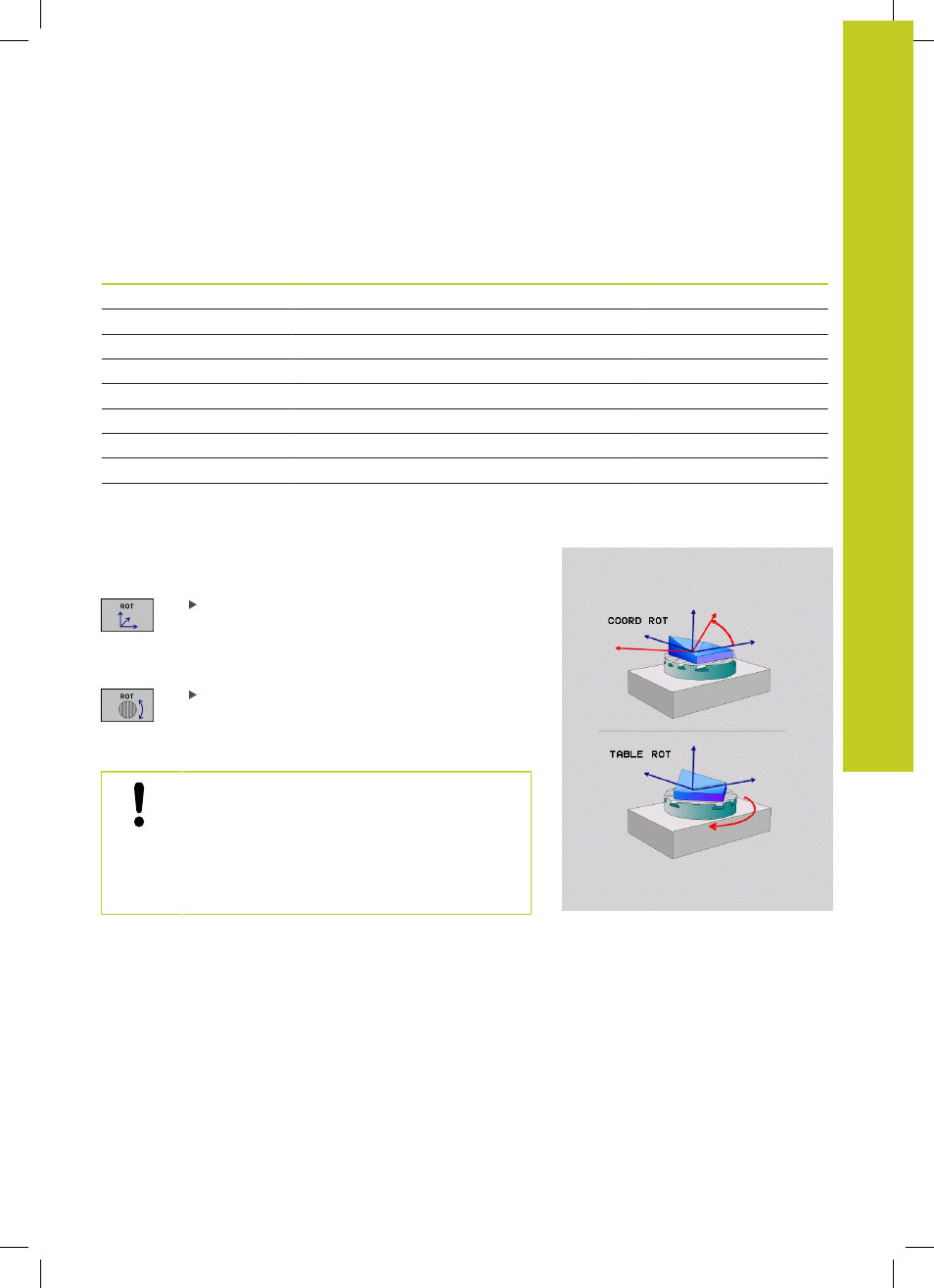
Wybór rodzaju przekształcenia (zapis opcjonalnie)
Dla maszyn posiadających stół obrotowy C, znajduje się
do dyspozycji funkcja, umożliwiająca określenie rodzaju
przekształcenia:
COORD ROT
określa, iż funkcja PLANE ma
obracać układ współrzędnych na zdefiniowaną
wartość kąta nachylenia. Stół obrotowy nie zostaje
przemieszczony, kompensacja obrotu następuje
obliczeniowo
TABLE ROT
określa, iż funkcja PLANE ma
pozycjonować stół obrotowy na zdefiniowaną
wartość kąta nachylenia. Kompensacja następuje
poprzez obrót przedmiotu
Podczas wykorzystywania funkcji PLANE AXIAL
funkcje COORD ROT i TABLE ROT nie spełniają
żadnej funkcji.
Jeśli używa się funkcji TABLE ROT w połączeniu z
obrotem od podstawy i kątem nachylenia 0, to TNC
nachyla stół pod kątem zdefiniowanym w obrocie od
podstawy.