HEIDENHAIN TNC 640 (34059x-04) ISO programming Instrukcja Obsługi
Strona 210
Programowanie: programowanie konturów
6.3
Kontur najechać i opuścić
6
210
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
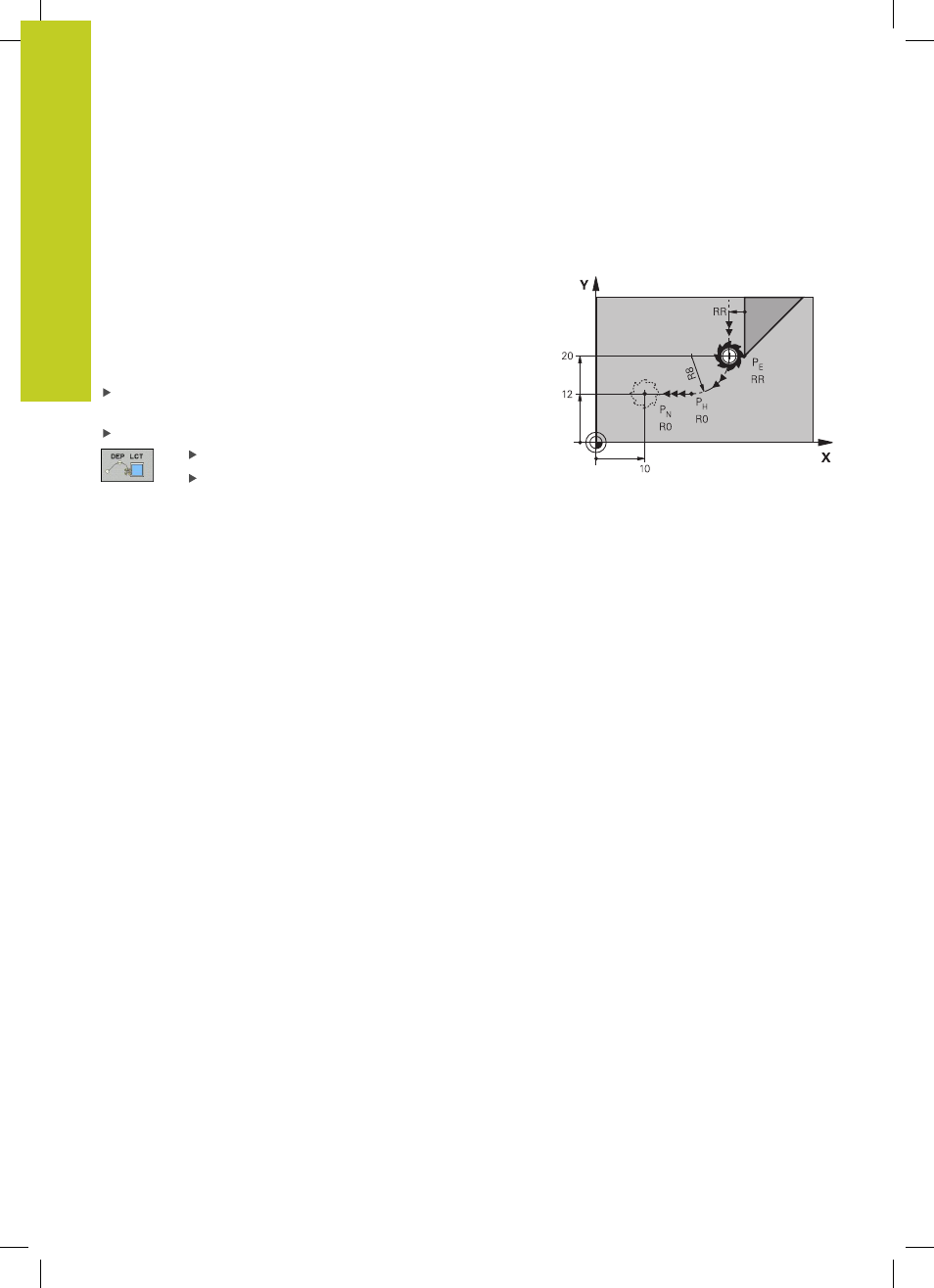
Odsunięcie narzędzia po torze kołowym z przejściem
tangencjalnym do konturu i po odcinku prostej:
DEP LCT
TNC przemieszcza narzędzie po torze kołowym od ostatniego
punktu konturu P
E
do punktu pomocniczego P
H
. Stamtąd
przemieszcza się po prostej do punktu końcowego P
N
. Ostatni
element konturu i prosta od P
H
– P
N
mają styczne przejścia z torem
kołowym. Tym samym określony jest tor kołowy przez promień R
jednoznacznie.
Zaprogramować ostatni element konturu z punktem końcowym
P
E
oraz korekcją promienia
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LCT:
Wprowadzić współrzędne punktu końcowego P
N
Promień R toru kołowego. R wprowadzić o
wartości dodatniej