Programowanie prędkości obrotowej – HEIDENHAIN TNC 640 (34059x-04) ISO programming Instrukcja Obsługi
Strona 436
Programowanie: obróbka toczeniem
14.2 Funkcje podstawowe (opcja software 50)
14
436
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
Programowanie prędkości obrotowej
Jeżeli pracujemy ze stałą prędkością skrawania,
to wybrany stopień przełożenia ogranicza możliwy
zakres prędkości obrotowej. Czy w ogóle i jakie
stopnie przełożenia są możliwe, zależne jest od
maszyny.
Można pracować przy toczeniu zarówno ze stałą prędkością
obrotową jak i ze stałą prędkością skrawania.
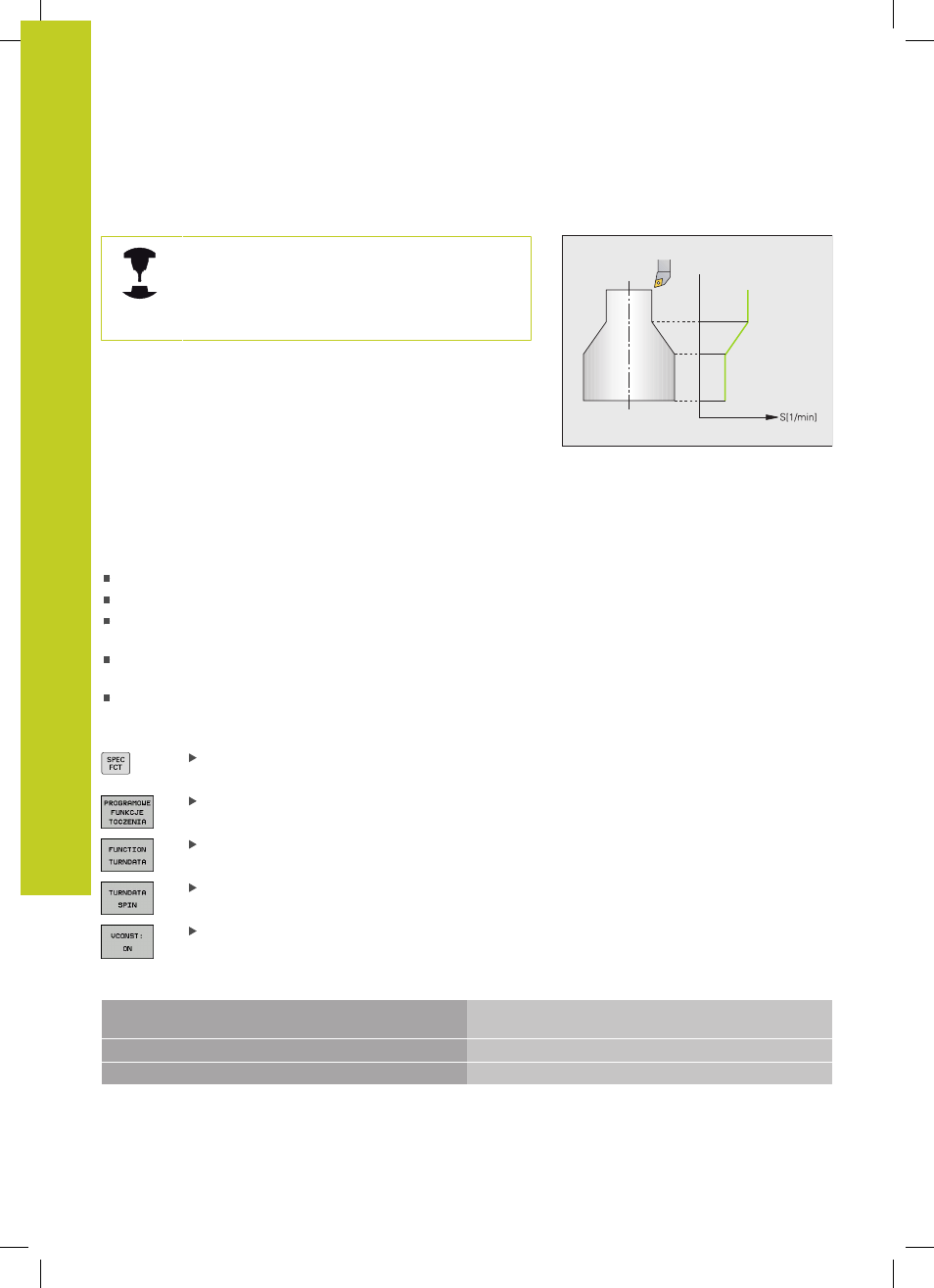
Jeśli pracujemy ze stałą prędkością skrawania VCONST:ON , to
TNC zmienia prędkość obrotową w zależności od odległości ostrza
narzędzia od środka wrzeciona tokarki. Przy pozycjonowaniu
w kierunku centrum toczenia TNC zwiększa obroty stołu, dla
przemieszczeń od centrum toczenia redukuje te obroty.
Przy obróbce ze stałą prędkością obrotową VCONST:OFF ta
prędkość obrotowa jest niezależna od pozycji narzędzia.
Dla definiowania prędkości obrotowej należy używać funkcji
FUNCTION TURNDATA SPIN. TNC oddaje do dyspozycji
następujące elementy zapisu:
VCONST: stała prędkość skrawania off/on (konieczny zapis)
VC: prędkość skrawania (opcjonalnie)
S: nominalna prędkość obrotowa jeśli stała prędkość skrawania
nie jest aktywna (opcjonalnie)
S MAX: maksymalna prędkość obrotowa przy stałej prędkości
skrawania (opcjonalnie), jest resetowana z S MAX 0
gearrange: stopień przekładni dla wrzeciona tokarki
(opcjonalnie)
Definiowanie prędkości obrotowej:
wyświetlić pasek softkey z funkcjami specjalnymi
menu dla FUNKCJI PROGRAMOWYCH TOCZENIA
wybrać
FUNCTION TURNDATA wybrać
TURNDATA SPIN wybrać
Funkcję dla zapisu prędkości obrotowej VCONST:
wybrać
NC-syntaktyka
3 FUNCTION TURNDATA SPIN VCONST:ON VC:100
GEARRANGE:2
Definiowanie stałej prędkości skrawania dla stopnia
przełożenia 2
3 FUNCTION TURNDATA SPIN VCONST:OFF S550
Definiowanie stałej prędkości obrotowej
...