Przykład: kula wypukła z frezem trzpieniowym – HEIDENHAIN TNC 640 (34059x-04) ISO programming Instrukcja Obsługi
Strona 326
Programowanie: parametry Q
9.12 Przykłady programowania
9
326
TNC 640 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
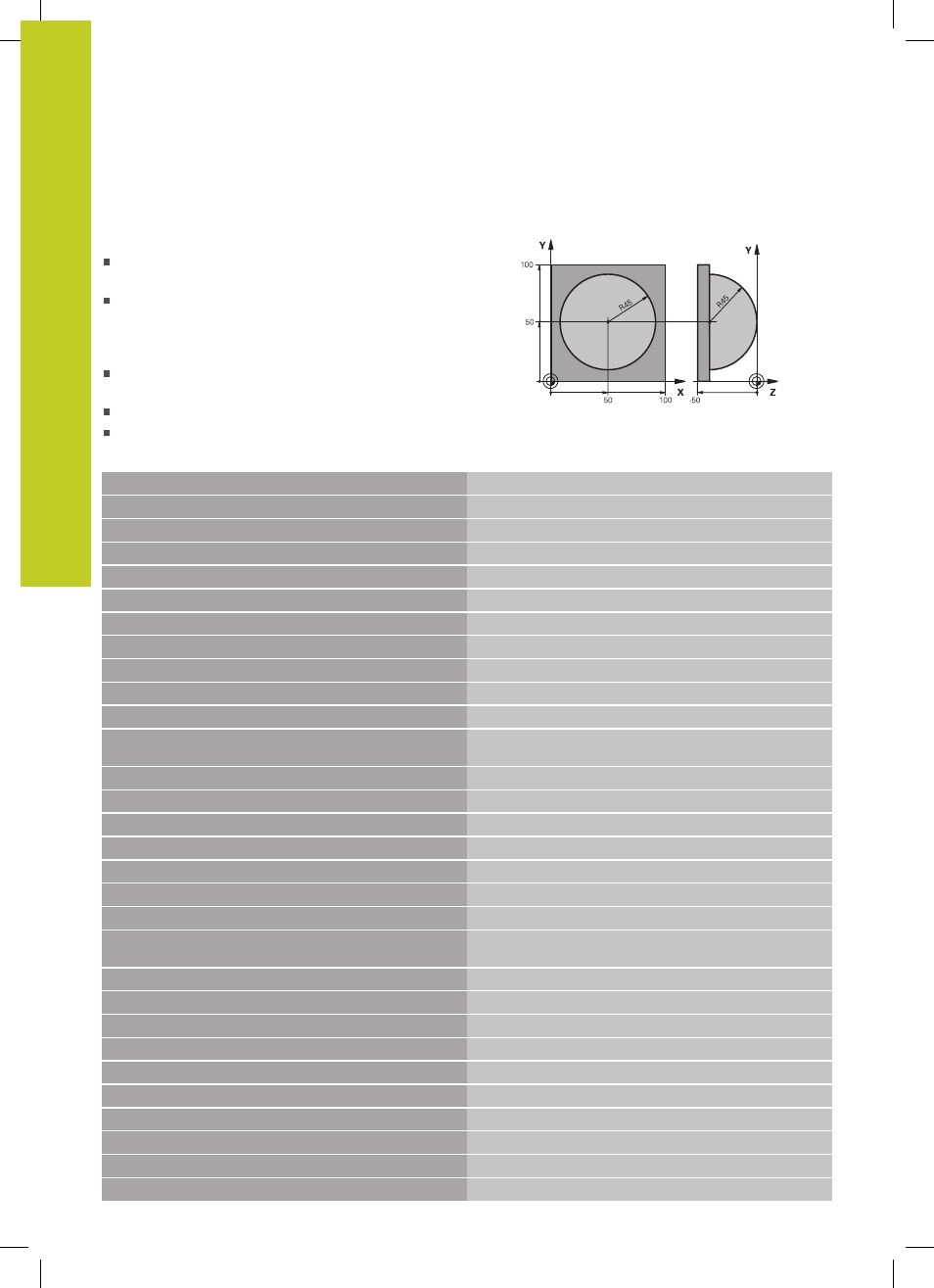
Przykład: kula wypukła z frezem trzpieniowym
Przebieg programu
Program funkcjonuje tylko z użyciem freza
trzpieniowego
Kontur kuli zostaje utworzony z wielu niewielkich
odcinków prostych ( Z/X- płaszczyzna, definiowalna
poprzez Q14). Im mniejszy przyrost kąta
zdefiniowano, tym gładszy będzie kontur
Liczba przejść na konturze określa się poprzez krok
kąta na płaszczyźnie (przez Q18)
Kula jest frezowana 3D-cięciem od dołu do góry
Promień narzędzia zostaje automatycznie
skorygowany
%KUGEL G71 *
N10 D00 Q1 P01 +50 *
Środek osi X
N20 D00 Q2 P01 +50 *
Środek osi Y
N30 D00 Q4 P01 +90 *
Kąt startu przestrzeni (płaszczyzna Z/X)
N40 D00 Q5 P01 +0 *
Kąt końcowy przestrzeni (płaszczyzna Z/X)
N50 D00 Q14 P01 +5 *
Przyrost kąta w przestrzeni
N60 D00 Q6 P01 +45 *
Promień kuli
N70 D00 Q8 P01 +0 *
Kąt startu położenia obrotu na płaszczyźnie X/Y
N80 D00 Q9 P01 +360 *
Kąt końcowy położenia obrotu na płaszczyźnie X/Y
N90 D00 Q18 P01 +10 *
Przyrost kąta na płaszczyźnie X/Y dla obróbki zgrubnej
N100 D00 Q10 P01 +5 *
Naddatek promienia kuli dla obróbki zgrubnej
N110 D00 Q11 P01 +2 *
Odstęp bezpieczeństwa dla pozycjonowania wstępnego w
osi wrzeciona
N120 D00 Q12 P01 +350 *
Posuw frezowania
N130 G30 G17 X+0 Y+0 Z-50 *
Definicja półwyrobu
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Wywołanie narzędzia
N160 G00 G40 G90 Z+250 *
Wyjście narzędzia z materiału
N170 L10,0 *
Wywołać obróbkę
N180 D00 Q10 P01 +0 *
Zresetować naddatek
N190 D00 Q18 P01 +5 *
Przyrost kąta na płaszczyźnie X/Y dla obróbki
wykańczającej
N200 L10,0 *
Wywołać obróbkę
N210 G00 G40 Z+250 M2 *
Przemieścić narzędzie poza materiałem, koniec programu
N220 G98 L10 *
Podprogram 10: obróbka
N230 D01 Q23 P01 +Q11 P02 +Q6 *
Obliczyć Z-współrzędną dla pozycjonowania wstępnego
N240 D00 Q24 P01 +Q4 *
Skopiować kąt startu przestrzeni (płaszczyzna Z/X)
N250 D01 Q26 P01 +Q6 P02 +Q108 *
Skorygować promień kuli dla pozycjonowania wstępnego
N260 D00 Q28 P01 +Q8 *
Skopiować położenie obrotu na płaszczyźnie
N270 D01 Q16 P01 +Q6 P02 -Q10 *
Uwzględnić naddatek przy promieniu kuli
N280 G54 X+Q1 Y+Q2 Z-Q16 *
Przesunąć punkt zerowy do centrum kuli
N290 G73 G90 H+Q8 *
Wyliczyć kąt startu położenia obrotu na płaszczyźnie