HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Instrukcja Obsługi
Strona 53
HEIDENHAIN iTNC 530
53
3.1 Automatyczne r
e
jestr
o
wanie ukośnego położenia przedmiotu
OBROT PODSTAWOWY kompensować
przez oś obrotu (cykl sondy pomiarowej
403, DIN/ISO: G403)
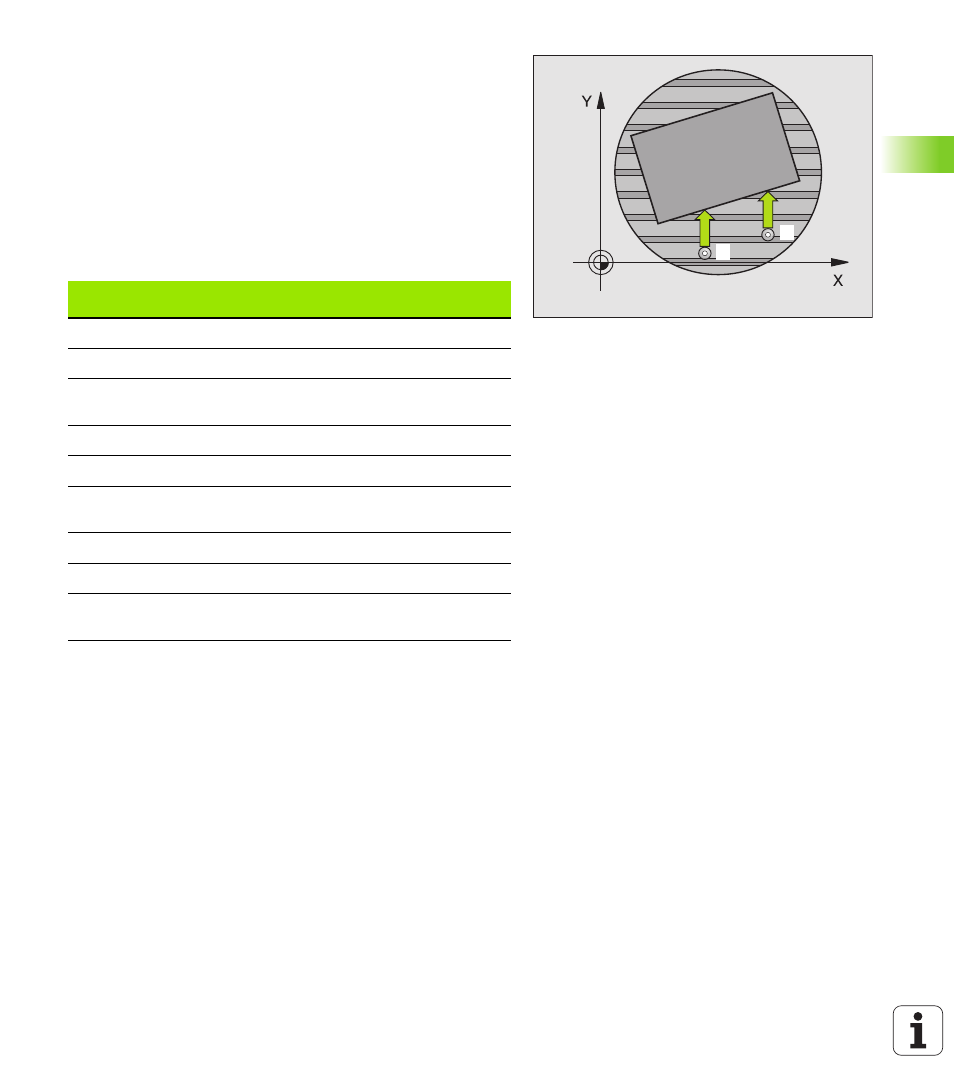
Cykl sondy pomiarowej 403 ustala poprzez pomiar dwóch punktów,
które musz leżeć na prostej, położenie ukośne obrabianego
przedmiotu. Ustalone ukośne położenie obrabianego przedmiotu
TNC kompensuje poprzez obrót osi A, B lub C. Obrabiany przedmiot
może przy tym być dowolnie zamocowany na stole obrotowym.
Przedstawione poniżej kombinacje osi pomiaru (parametr cyklu
Q272) i osi kompensacji (parametr cyklu Q312) s dozwolone.
Funkcja nachylenia płaszczyzny obróbki:
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 22) do
zaprogramowanego punktu pomiaru
1
. TNC przesuwa przy tym
sond pomiarow o odst p bezpieczeństwa w kierunku
przeciwnym do ustalonego kierunku przemieszczenia
2
Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP120 lub MP6360)
3
Nast pnie sonda pomiarowa przemieszcza si do nast pnego
punktu próbkowania
2
i przeprowadza drug operacj
próbkowania
Aktywna narz dzia
TS (sondy)
Oś pomiaru
Oś kompensacji
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) lub A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) lub A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) lub C
(Q312=6)
1
1
2