3 automa tyczny pomiar przedmiot ó w – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Instrukcja Obsługi
Strona 124
124
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automa
tyczny
pomiar przedmiot
ó
w
8
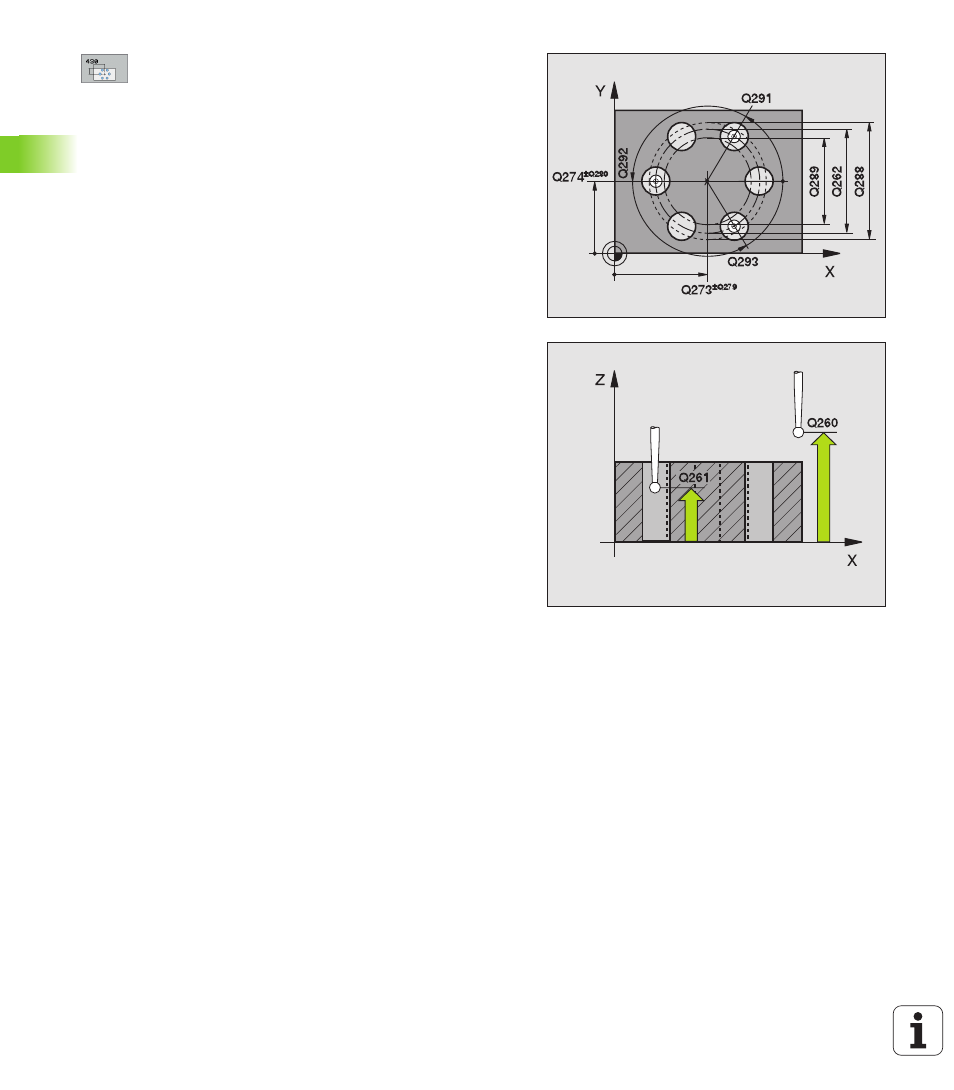
Srodek 1 szej osi Q273 (absolutnie): Srodek
okr gu odwiertów (wartość zadana) w osi głównej
płaszczyzny obróbki
8
Srodek 2 szej osi Q274 (absolutnie): Srodek
okr gu odwiertów (wartość zadana) w osi
pomocniczej płaszczyzny obróbki
8
Zadana średnica Q262: Wprowadzić okr gu
odwiertów
8
K t 1 szego odwiertu Q291 (absolutnie): K t we
współrz dnych biegunowych pierwszego punktu
środkowego odwiertu na płaszczyźnie obróbki
8
K t 2 szego odwiertu Q292 (absolutnie): K t we
współrz dnych biegunowych drugiego punktu
środkowego odwiertu na płaszczyźnie obróbki
8
K t 3 szego odwiertu Q293 (absolutnie): K t we
współrz dnych biegunowych trzeciego punktu
środkowego odwiertu na płaszczyźnie obróbki
8
Wysokość pomiaru na osi sondy pomiarowej
Q261 (absolutna): Współrz dna środka kuli (=punkt
dotkni cia) na osi sondy pomiarowej, na której ma
nast pić pomiar
8
Bezpieczna wysokość Q260 (absolutnie):
Współrz dna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomi dzy sond i obrabianym
przedmiotem (mocowadłem)
8
Najwi kszy wymiar Q288: Najwi ksza dozwolona
średnica okr gu odwiertów
8
Najmniejszy wymiar Q289: Najmniejsza dozwolona
średnica okr gu odwiertów
8
Wartość tolerancji środek 1 szej osi Q279:
Dozwolone odchylenie położenia w osi głównej
płaszczyzny obróbki
8
Wartość tolerancji środek 2 szej osi Q280:
Dozwolone odchylenie położenia w osi pomocniczej
płaszczyzny obróbki