Obrot podstawowy (cykl sondy 400, din/iso: g400) – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Instrukcja Obsługi
Strona 46
46
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.1 Automatyczne r
e
jestr
o
wanie ukośnego położenia przedmiotu
OBROT PODSTAWOWY (cykl sondy 400,
DIN/ISO: G400)
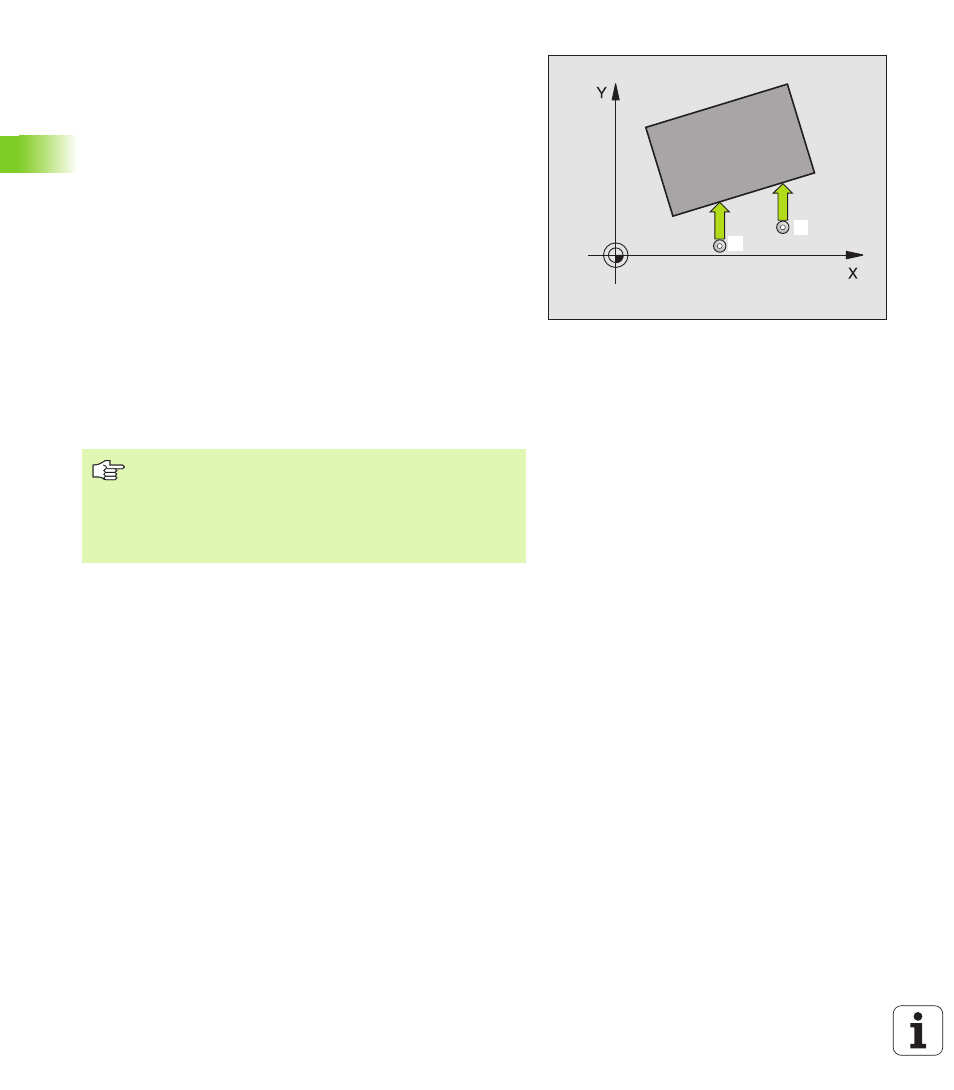
Cykl sondy pomiarowej 400 ustala poprzez pomiar dwóch punktów,
które musz leżeć na prostej, położenie ukośne obrabianego
przedmiotu. Poprzez funkcj Obrót podstawowy TNC kompensuje
zmierzon wartość (Patrz także „Kompensowanie ukośnego
położenia przedmiotu” na stronie 31).
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 22) do
zaprogramowanego punktu pomiaru
1
. TNC przesuwa przy tym
sond pomiarow o odst p bezpieczeństwa w kierunku
przeciwnym do ustalonego kierunku przemieszczenia
2
Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP120 lub MP6360)
3
Nast pnie sonda pomiarowa przemieszcza si do nast pnego
punktu próbkowania
2
i przeprowadza drug operacj
próbkowania
4
TNC pozycjonuje sond pomiarow z powrotem na bezpieczn
wysokość i przeprowadza ustalony obrót podstawowy
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu operator musi zaprogramować
wywołanie narz dzia dla definicji osi sondy pomiarowej.
TNC wycofuje aktywny obrót podstawowy na pocz tku
cyklu.
2
1