3 automa tyczny pomiar przedmiot ó w – HEIDENHAIN iTNC 530 (340 49x-02) Touch Probe Cycles Instrukcja Obsługi
Strona 126
126
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automa
tyczny
pomiar przedmiot
ó
w
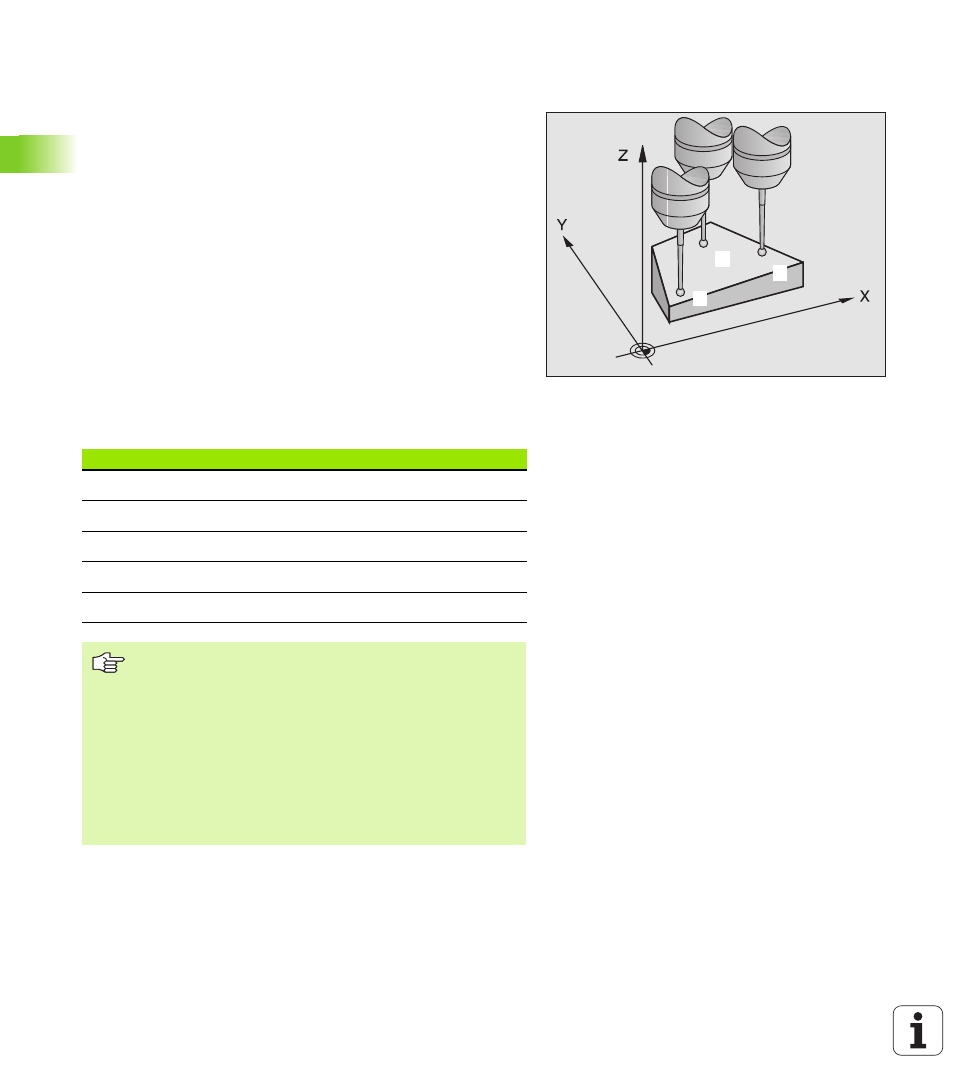
POMIAR PŁASZCZYZNY (cykl sondy
pomiarowej 431, DIN/ISO: G431)
Cykl sondy pomiarowej 431 ustala k t płaszczyzny poprzez pomiar
trzech punktów i zapami tuje te wartości w parametrach
systemowych.
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 22) do
zaprogramowanego punktu pomiaru
1
i mierzy tam pierwszy
punkt płaszczyzn. TNC przesuwa przy tym sond pomiarow o
odst p bezpieczeństwa w kierunku przeciwnym do kierunku
przemieszczenia
2
Nast pnie sonda pomiarowa powraca na bezpieczn wysokość,
potem na płaszczyźnie obróbki do punktu pomiaru
2
i mierzy tam
wartość rzeczywist drugiego punktu płaszczyznowego
3
Nast pnie sonda pomiarowa powraca na bezpieczn wysokość,
potem na płaszczyźnie obróbki do punktu pomiaru
3
i mierzy tam
wartość rzeczywist trzeciego punktu płaszczyznowego
4
Na koniec TNC odsuwa sond pomiarow z powrotem na
bezpieczn wysokość i zapami tuje ustalone wartości k ta w
nast puj cych Q parametrach:
2
3
1
Numer parametru
Znaczenie
Q158
K t A osi
Q159
K t B osi
Q170
K t przestrzenny A
Q171
K t przestrzenny B
Q172
K t przestrzenny C
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu operator musi zaprogramować
wywołanie narz dzia dla definicji osi sondy pomiarowej.
Zeby TNC moglo obliczyć wartości k ta, nie mog te trzy
punkty pomiarowe leżeć na jednej prostej.
W parametrach Q170 – Q172 zostaj zapami tane k ty
przestrzenne, konieczne dla funkcji Nachylenie
płaszczyzny obróbki. Poprzez pierwsze dwa punkty
pomiarowe określamy ustawienie osi głównej przy
nachyleniu płaszczyzny obróbki.