3 tryby pracy, Sterowanie ręczne i el. kółko ręczne, Pozycjonowanie z ręcznym wprowadzeniem danych – HEIDENHAIN TNC 320 (77185x-01) ISO programming Instrukcja Obsługi
Strona 67: Programowanie, Tryby pracy, Tryby pracy 2.3
Tryby pracy
2.3
2
TNC 320 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
67
2.3
Tryby pracy
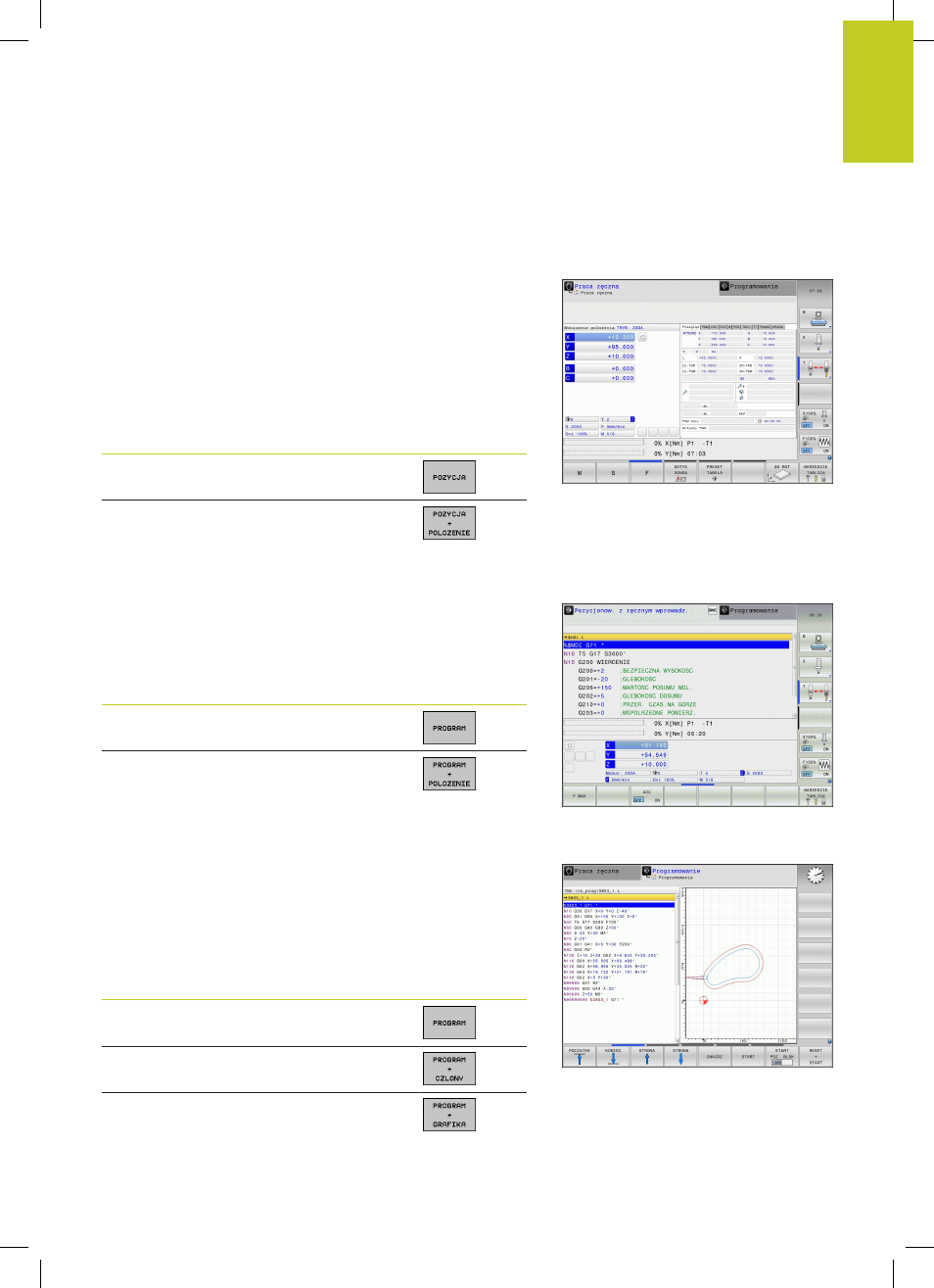
Sterowanie ręczne i El. kółko ręczne
Ustawianie maszyny następuje w trybie pracy Obsługa manualna.
W tym trybie pracy można pozycjonować osi maszyny manualnie
lub krok po kroku, wyznaczać punkty odniesienia i nachylać
płaszczyznę obróbki.
Tryb pracy El. kółko ręczne wspomaga ręczne przesunięcie osi
maszyny przy pomocy elektronicznego kółka ręcznego HR.
Softkeys dla podziału ekranu monitora (wybierać jak to
opisano uprzednio)
Okno
Softkey
Pozycje
Po lewej stronie: pozycje, po prawej stronie:
wyświetlenie stanu obróbki
Pozycjonowanie z ręcznym wprowadzeniem danych
W tym trybie pracy można programować proste ruchy
przemieszczenia, np. dla frezowania płaszczyzny lub
pozycjonowania wstępnego.
Softkeys dla podziału ekranu
Okno
Softkey
Program
Po lewej stronie: program, po prawej stronie:
wyświetlacz stanu
Programowanie
Programy obróbki zostają zapisywane w tym trybie pracy.
Wielostronne wspomaganie i uzupełnienie przy programowaniu
oferuje Programowanie Dowolnego Konturu, rozmaite cykle
i funkcje Q-parametrów. Na życzenie operatora grafika
programowania ukazuje programowane drogi przemieszczenia.
Softkeys dla podziału ekranu
Okno
Softkey
Program
Po lewej stronie: program, po prawej stronie:
segmentowanie programu
Po lewej stronie: program, po prawej stronie:
grafika programowa