Kontur najechać i opuścić 6.3 – HEIDENHAIN TNC 320 (77185x-01) ISO programming Instrukcja Obsługi
Strona 187
Kontur najechać i opuścić
6.3
6
TNC 320 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 4/2014
187
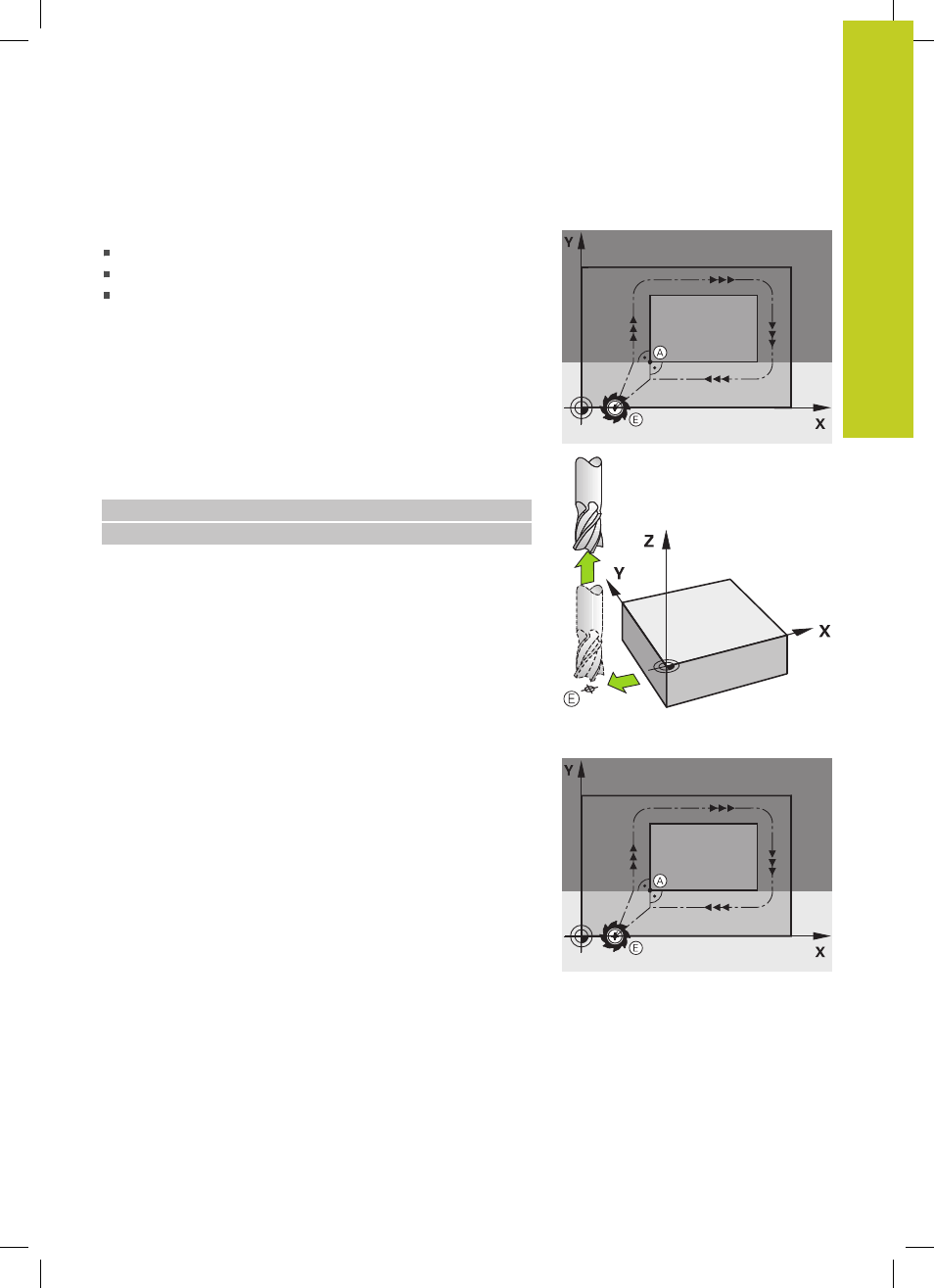
Punkt końcowy
Warunki dla wyboru punktu końcowego:
Najeżdżalny bezkolizyjnie
Blisko ostatniego punktu konturu
Wykluczenie uszkodzenia konturu: optymalny punkt końcowy
leży na przedłużeniu toru narzędzia dla obróbki ostatniego
elementu konturu
Przykład w ilustracji po prawej u góry:
jeśli wyznaczamy punkt startu na ciemnoszarym obszarze, to
kontur zostaje uszkodzony przy najeździe punktu końcowego
konturu.
Odjazd od punktu końcowego w osi wrzeciona:
Przy opuszczaniu punktu końcowego proszę zaprogramować oś
wrzeciona oddzielnie. Patrz rysunek po prawej stronie na środku.
NC-wiersze
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
Wspólny punkt startu i punkt końcowy
Dla wspólnego punktu startu i punktu końcowego proszę nie
programować korekcji promienia.
Wykluczenie uszkodzenia konturu: optymalny punkt startu leży
pomiędzy przedłużeniem torów narzędzia dla obróbki pierwszego i
ostatniego elementu konturu.
Przykład na ilustracji po prawej u góry:
jeśli wyznaczamy punkt końcowy na wyszrafirowanym obszarze,
to kontur zostaje uszkodzony przy najeździe pierwszego punktu
konturu.